



























C-16 CHUCKING
26)
Start the spindle manually.
27)
Set the required spindle speed.
Determine the spindle speed by considering the
soft jaw height, diameter to be cut, and the tool
material.
28)
Feed the cutting tool on the Z-axis with the manual
pulse generator to bring it into contact with and
leave a cutting mark on the end faces of the three
soft jaws.
The diameter of the cutting mark must be smaller
than the finishing diameter.
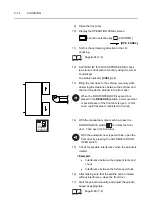
29)
Display the POSITION (RELATIVE) screen, and
reset the W coordinate value to "0".
30)
Move the I.D. cutting tool using the manual pulse
generator to bring it into contact with the inside face
of the soft jaw.
Ensure that the tool does not strike the soft jaw
or plug.
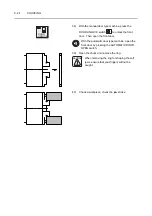
31)
Move the I.D. cutting tool in the +Z direction by
handle feed operation.
Never move the cutting tool in the X-axis
direction. It could interfere with the soft jaws,
damaging the tool and machine.
NOR
SPJ
STOP
REV
NOTE
Cutting mark
NOTE
CAUTION
x1
x10
x100
CAUTION































































