




























CHUCKING C-11
3-2
Shaping Soft Jaws
The soft jaw shapes are explained below.
The shapes are generally classified into the following three types.
1.
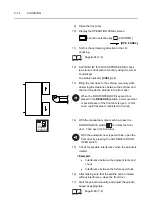
Chucking at pre-machined or finished portion (Type 1)
Shape the soft jaws to the diameter equal to the workpiece diameter. When clamping a
workpiece at a pre-machined portion or finished surface, shape the soft jaw diameter to 0.01
to 0.03 mm larger than the workpiece diameter.
If soft jaws are shaped in this manner, the jaws make contact with the workpiece surface and
therefore hold the workpiece most securely, providing good run-out accuracy.
No scratches are made on the chucking portion (pre-machined portion or surface finished in
the first process).
2.
Chucking a cast or forged workpiece (Type 2)
Shape the soft jaws to a diameter a little smaller than the diameter of a workpiece. This
shape forms narrow edges on both ends of the jaw. When a workpiece is clamped by the
jaws, the jaws contact the workpiece at 6 points. The chuck clamp force is concentrated at
these 6 contact points to hold the workpiece securely. The jaws bite the workpiece and this
prevents slipping caused by cutting resistance.
This type is usually used when clamping a cast or forged workpiece or clamping the
workpiece at a portion where scratches may be left.
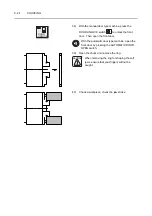
3.
Incorrect soft jaw shape (Type 3)
If the soft jaws are shaped to the diameter larger than the diameter of a workpiece, each jaw
comes into contact with the workpiece at one point only as illustrated above. The workpiece
is therefore held at 3 points.
1.
Type 1
2.
Type 2
3.
Type 3
WARNING
When clamping a workpiece in a 3-jaw chuck, the workpiece cannot be
clamped stably if contact is only made at three points. If a workpiece is
machined while clamped in this very unstable way, it may fly out of the
chuck due to cutting resistance, causing serious injuries or damage to the
machine.
The workpiece must be clamped at six points, or with face contact (jaws
shaped to the shape of the workpiece).
Workpiece
Jaw
Edge
Jaw
Workpiece
Jaw
Workpiece






























































