





























189
功能选择键和显示屏幕
FUNCTION SELECTION KEYS AND DISPLAY SCREENS
4-3
功能选择键
(
补偿
)
Function Selection Key (OFFSET)
<
偏移功能和
MAPPS
参数
>
<Offset Functions and MAPPS Parameter>
1.
最大磨损偏移输入量
/+
最大输入量限制功能
1.
Maximum wear offset input Maximum input
amount limiting function
如果输入到
‘
刀具磨损补偿
’
中的绝对偏移量超过设置值的极
限,显示信息
“
数据超出了输入范围
”
。
If the absolute offset value input to ‘ TOOL WEAR
OFFSET ’ exceeds the value set as the limit, the message
“ The data is outside the input range. ” is displayed.
数控参数
NC parameter
No. 5013 =
最大输入值(
“ 0 ”
:无限制)
(1/1000 mm)
No. 5013 = Max. input value (“ 0 ”: No limits) (1/1000 mm)
No. 5014 = +
最大输入值(
“ 0 ”
:无限制)
No. 5014 = +Max. input value (“ 0 ”: No limits)
2.
偏移量输入联锁功能
2.
Offset amount input interlock function
控制是否可以改变偏移量数据的联锁功能可以在
MAPPS
参
数中设置。联锁功能操作由如下所示参数的设定值决定。
The interlock that controls whether or not it is possible to
change the data of offsets can be set in the MAPPS
parameters. The action of the interlock function is
determined by the values set for the parameters as shown
below.
<
编辑键联锁
>
<Edit key interlock>
联锁功能的有效
/
无效状态在
MAPPS
参数中设置,根据操作选
择钥匙开关是否置于
o
[
可操作
/
编辑
]
位置,控制是否可以
改变偏移量。联锁功能操作由如下所示参数的设定值决定。
The valid/invalid state of the interlock that controls, in
accordance with whether the operation selection key-switch is
placed in the
o
[PANEL/EDIT]
position, whether or not it is
possible to change offsets, is set in the MAPPS parameters.
The action of the interlock function is determined by the values
set for the parameters as shown below.
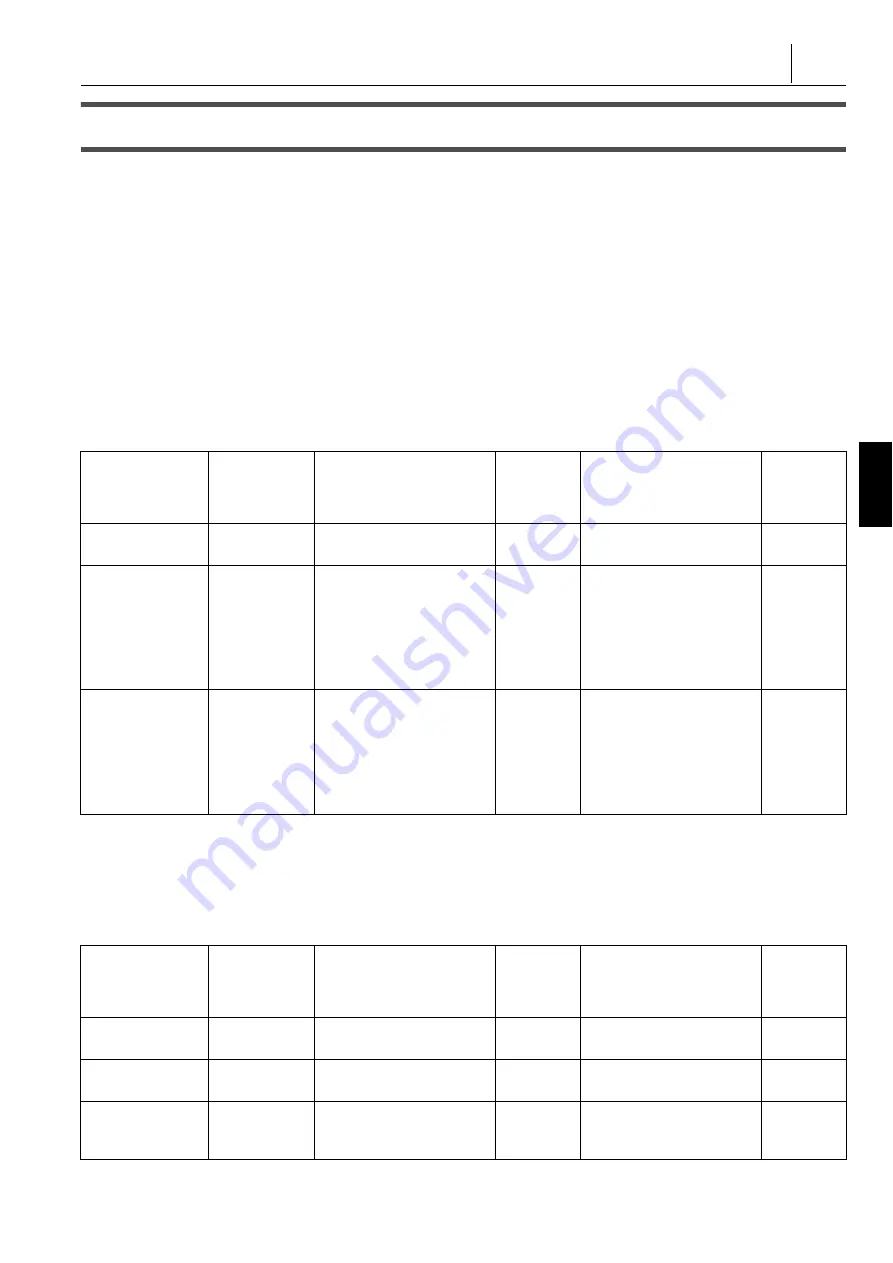
应用
Application
MAPPS
参数
No.
MAPPS
Parameter No.
联锁
出厂设置
Interlock
Set on
Shipping
磨损偏移
Wear offset
746
0
:无效
1
:有效
0
0: Invalid 1: Valid
0
几何偏移
Geometry offset
1723
0
:无效
1
:始终有效
2
:自动运行和暂时停止状
态时有效
3
:自动运行时有效
3
0: Invalid
1: Always valid
2: Valid in automatic
operation and temporary
stop status
3: Valid in automatic
operation
3
工件偏移
Work offset
1724
0
:无效
1
:始终有效
2
:自动运行和暂时停止状
态时有效
3
:自动运行时有效
3
0: Invalid
1: Always valid
2: Valid in automatic
operation and temporary
stop status
3: Valid in automatic
operation
3
应用
Application
MAPPS
参数
No.
MAPPS
Parameter No.
编辑键联锁
出厂设置
Edit Key Interlock
Set on
Shipping
几何偏移
Geometry offset
741
0
:无效
1
:有效
0
0: Invalid 1: Valid
0
磨损偏移
Wear offset
742
0
:无效
1
:有效
0
0: Invalid 1: Valid
0
刀具寿命管理
Tool life
management
743
0
:无效
1
:有效
0
0: Invalid 1: Valid
0
Содержание MSX-701IV
Страница 6: ......
Страница 8: ......
Страница 22: ......
Страница 23: ...机床安全运行 FOR SAFE MACHINE OPERATION ...
Страница 62: ......
Страница 63: ...1 章 1 在启动机床之前 CHAPTER 1 CHAPTER 1 BEFORE STARTING MACHINE ...
Страница 72: ...操作路线图 OPERATION ROUTE MAP 50 NMV8000 DCG NMV8000 DCG 主视图 Front View a b c d e f g h i ...
Страница 75: ...53 操作路线图 OPERATION ROUTE MAP 1 2 操作面板 Operation Panel DOOR INTERLOCK NORMAL RELEASE PANEL PANEL ON OFF EDIT ...
Страница 150: ......
Страница 151: ...2 章 2 操作 CHAPTER 2 CHAPTER 2 OPERATION ...
Страница 265: ...3 章 3 可选装置 CHAPTER 3 CHAPTER 3 OPTIONAL EQUIPMENT ...
Страница 278: ......
Страница 284: ......
Страница 290: ......
Страница 292: ......





















































