





























139
机床操作面板
MACHINE OPERATION PANEL
2-2
模式选择按钮
Mode Selection Buttons
这些按钮用于选择机床运行模式。机床的运行从运行模式的选
择开始。
These buttons are used to select the machine operation mode.
Operation of the machine begins with the selection of the
operation mode.
2
注意
2
NOTE
在执行自动
/
手动运行前,关闭前门、刀库门和自动打开
/
关闭保护盖。
Close the front door, the magazine door, and the automatic opening/
closing protector before carrying out automatic/manual operation.
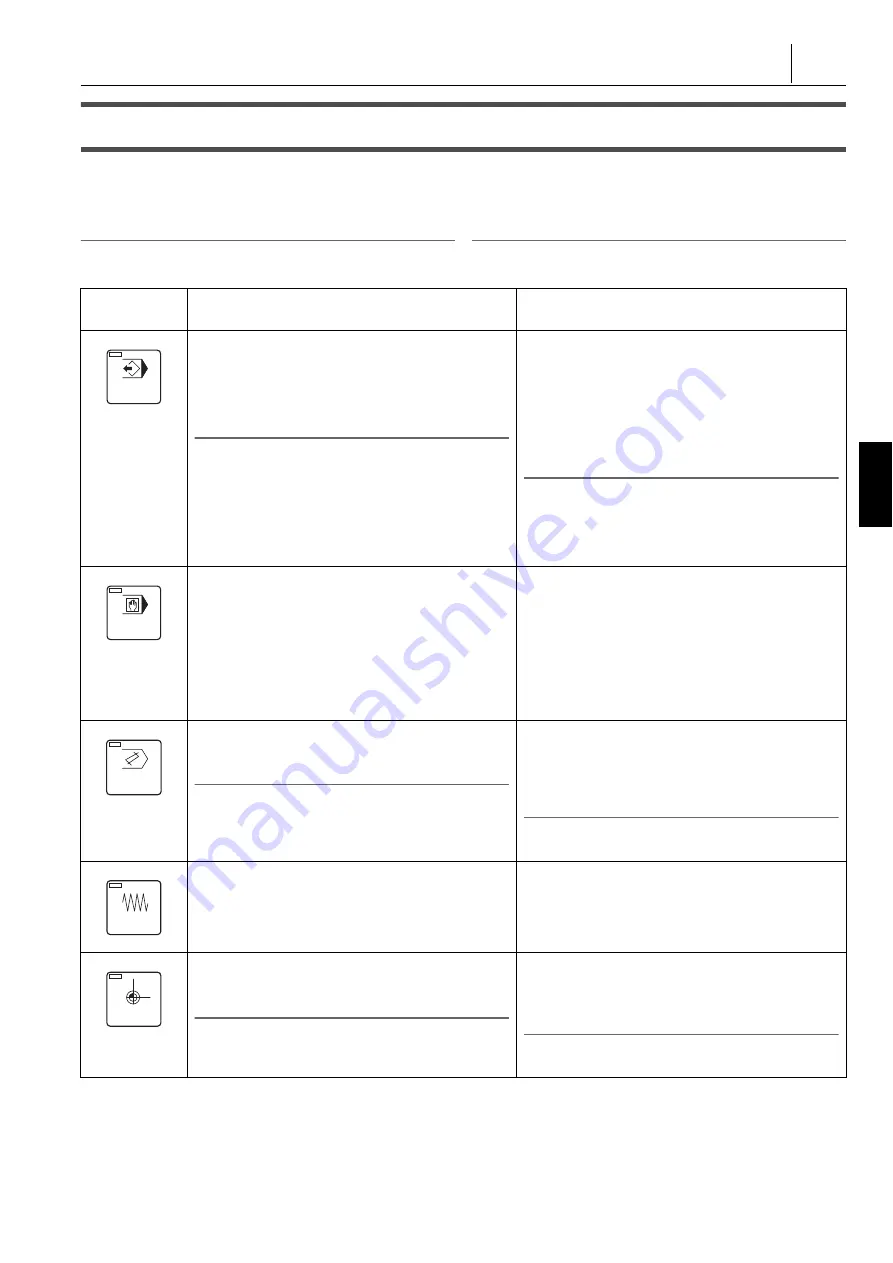
按钮
Button
功能
Function
在存储器模式下,可进行以下操作:
1.
调用并执行存储在数控存储器中的程序
2.
搜索序号,如存储在数控存储器中的程序
3.
在后台模式下编辑程序
2
注意
存储器操作期间,将操作选择钥匙开关置于
u
[
不可操作
]
位置,则不能进行后台编辑。后台编辑用于在自动运行状态
下执行一个程序时,编辑另一个程序。
In the memory mode, the following operations are
possible:
1.
Calling and executing a program stored in the NC
memory
2.
Searching for a sequence number, etc. of a program
stored in the NC memory
3.
Editing a program in background mode
2
NOTE
When the operation selection key-switch is placed in the
u
[OFF]
position during memory operation, background
editing is not possible. Background editing is to edit a
program while another program is executed in automatic
operation.
在
MDI
模式下,可进行以下操作:
1.
MDI
操作
使用数据输入键输入程序,并执行该程序。执行后,
MDI
程序被清除。
MDI
程序在以下情况下也被清除。
•
按下
@
(
复位
)
键时。
•
电源关闭时。
2.
设置参数和其他数据
In the MDI mode, the following operations are
possible:
1.
MDI operation
Input a program using the data entry keys and execute
it. An MDI program is cleared after execution. An MDI
program is cleared in the following cases also.
•
When the
@
(RESET)
key is pressed.
•
When the power is turned off.
2.
Setting parameters and other data
在编辑模式下,可进行以下操作:程序的编辑、注
册、删除和输入
/
输出、程序编号搜索和序号搜索。
2
注意
当操作选择钥匙开关置于
o
[
可操作
/
编辑
]
位置,可进行
以上操作。
In the edit mode, the following operations are
possible: editing, registration, deletion and input/
output of programs, program number search and
sequence number search.
2
NOTE
The above operations are possible with the operation
selection key-switch placed in
o
[PANEL/EDIT]
position.
在微动模式下,轴以微动进给速度移动。按住轴进给
按钮,轴以
[
进给倍率
]
开关设定的进给速度移动。
在
0
到
5000 mm/min
范围内可以设置
21
级。
In the jog mode, axes are moved at the jog feedrate.
An axis is moved while an axis feed button is held
down at the feedrate set with
[OVERRIDE]
(Feedrate Override)
switch. Setting is possible in 21
steps in the range of 0 to 5000 mm/min.
在归零模式下,轴手动归零。
1
2
注意
执行归零操作前,关闭前门。
In the zero return mode, an axis is manually returned
to the zero point.
1
“ZERO RETURN OPERATION” (page 68)
2
NOTE
Close the front door before carrying out the zero return
operation.
MEM
MDI
EDIT
JOG
ZRN
Содержание MSX-701IV
Страница 6: ......
Страница 8: ......
Страница 22: ......
Страница 23: ...机床安全运行 FOR SAFE MACHINE OPERATION ...
Страница 62: ......
Страница 63: ...1 章 1 在启动机床之前 CHAPTER 1 CHAPTER 1 BEFORE STARTING MACHINE ...
Страница 72: ...操作路线图 OPERATION ROUTE MAP 50 NMV8000 DCG NMV8000 DCG 主视图 Front View a b c d e f g h i ...
Страница 75: ...53 操作路线图 OPERATION ROUTE MAP 1 2 操作面板 Operation Panel DOOR INTERLOCK NORMAL RELEASE PANEL PANEL ON OFF EDIT ...
Страница 150: ......
Страница 151: ...2 章 2 操作 CHAPTER 2 CHAPTER 2 OPERATION ...
Страница 265: ...3 章 3 可选装置 CHAPTER 3 CHAPTER 3 OPTIONAL EQUIPMENT ...
Страница 278: ......
Страница 284: ......
Страница 290: ......
Страница 292: ......





















































