






RHT 64001-2800 Hand Crimp Tool
Doc No. ATS-640012800
Release Date: 05-30-03
UNCONTROLLED
COPY
Page 2 of 7
Revision: E
Revision Date: 12-06-06
OPERATION
Open the tool by first closing the jaws sufficiently for the
ratchet mechanism to release.
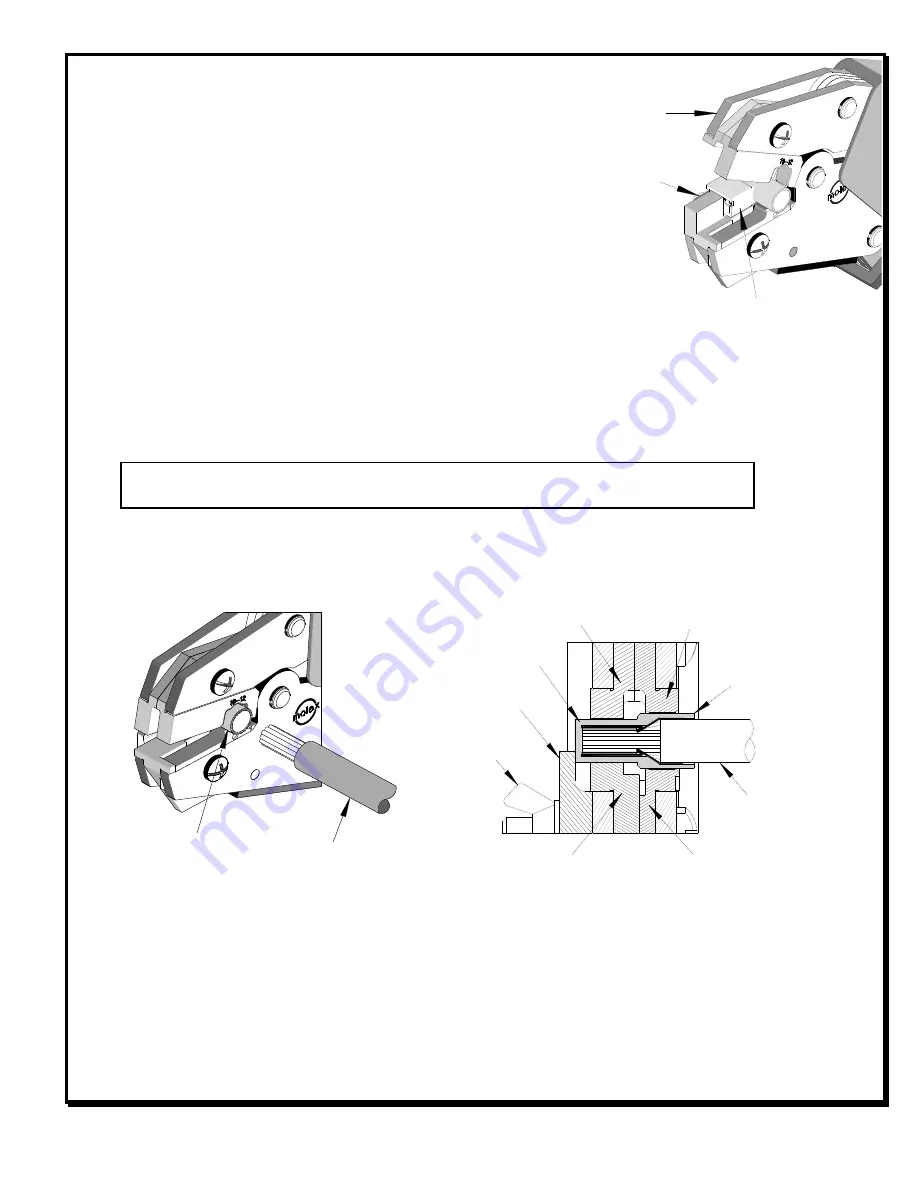
Crimping Terminals
1. Insert the terminal with the barrel into the color-coded
nest and the square edge of the flag facing out. Make
sure the back of the flag terminal is against the
locator. See Figure 1. If terminal is not flush against
the locator loosen the M4 wing nut and adjust the
locator up or down so that the flat edge of the terminal is flush against the wall of the
locator. Tighten the M4 wing nut. See Figure 3.
2. Partially close the tool to hold the terminal in place shown in Figure 2.
3. Insert the properly stripped wire into the terminal barrel. See Figure 2 and 3. The wire
ends should butt against the inside of the connector. Cycle the tool.
Note
: The tamper proof ratchet action will not release the tool until it has
been fully closed.
4. Remove the crimped terminal. Inspect for proper crimp location, and check for
insulation closure.
5. If the insulation part of the crimp needs to be adjusted, first loosen the M4 screw on the
bottom tool jaw, then insert a 3/32 hex wrench (supplied) into the bottom of the lower
die. See Figure 4. A clockwise (CW) rotation decreases insulation crimp while a
counter-clockwise (CCW) rotation increases insulation crimp. After adjusting, retighten
the M4 screw.
TERMINAL
JAWS OPEN
Figure 1
LOCATOR
M4 WING NUT
Figure 2
TERMINAL
WIRE
FLAT EDGE
OF
TERMINAL
WIRE
INSULATIO
N
PUNCH
CONDUCTO
R
ANVI
L
INSULATION
ANVIL
Figure 3
CONDUCTO
R
PUNCH
TERMINA
L
BARREL
LOCATOR







































































