
























REGOLAZIONI
7.10
T1
BF-NGB71
7-7
7-7
7-7
7-7
7-7 FITTING THE ADJUST
FITTING THE ADJUST
FITTING THE ADJUST
FITTING THE ADJUST
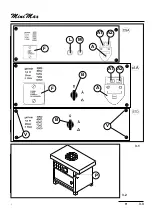
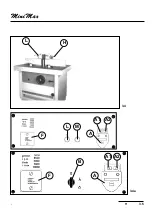
FITTING THE ADJUSTABLE HOOD-FENCE UNIT
ABLE HOOD-FENCE UNIT
ABLE HOOD-FENCE UNIT
ABLE HOOD-FENCE UNIT
ABLE HOOD-FENCE UNIT
Fitting
Fitting
Fitting
Fitting
Fitting
-
Rest the hood-fence unit on the worktable and fasten it by clamping handles (L and H fig.7.9).
-
By loosening handles (L and H) move the entire hood-fence unit to the position proper fot the
profiling depth required.
-
Then tighten handles.
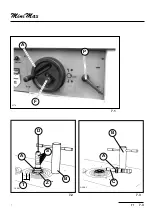
Vertical pressers (A fig.7.9) ensure the constant pressure on the piece.
The guard for the hands supplied in the accessories bag is to be fitted into the holes on the top side
of fence halves (M and P fig.7.9).
A plate for the right use of the guard is applied on it.
Cover (C) of the spindle and tool hinders the ejection of chips or splinters which are sucked by the
proper hood.
IMPORTANT
IMPORTANT
IMPORTANT
IMPORTANT
IMPORTANT
:after adjusting turn the spindle to check if the tool touches the machine parts or the
guard.
Содержание FORMULA T1
Страница 16: ...GENERAL T1 1 15 1 The measures indicated above are to be considered as the free space of the working area ...
Страница 22: ...T1 2 3 2 2 1 2 2 kg _____ 475 ...
Страница 24: ...T1 2 5 2 2 6 2 5 B T13216 E D E K D C ...
Страница 26: ...T1 2 7 2 MORSE1 L1 L2 L3 N PE P 2 7 ...
Страница 29: ...INSTALLATION 2 10 T1 BF NGB2 ...
Страница 32: ...T1 3 3 3 A1 A2 F L M A A1 A2 B A F B V V 3 1 P 3 2 ...
Страница 34: ...T1 3 5 3 L H 3 4 A1 A2 F L M A A1 A2 B A F 3 4a ...
Страница 35: ...MACHINE SETTING AND USE 3 6 T1 BF NGB3 ...
Страница 38: ...T1 7 3 7 7 2 7 3 ALBE1 ALBE2 D B S A C B A Z T 7 1 A F P bf7 4 ...
Страница 40: ...T1 7 5 7 B A 7 4 ...
Страница 42: ...T1 7 7 7 7 6c 7 6a 7 6b ...
Страница 44: ...T1 7 9 7 7 7 7 8 L S N C G P H ...
Страница 46: ...T1 7 11 71 L H A M P C 7 9 ...
Страница 48: ...T1 7 13 71 7 13 REGISTR M 7 12 H M P L I T F R ...
Страница 50: ...T1 7 15 71 CUFFI4 F R 7 14 7 15 I T REGISTR M H M P L ...































































