





























— A.6 —
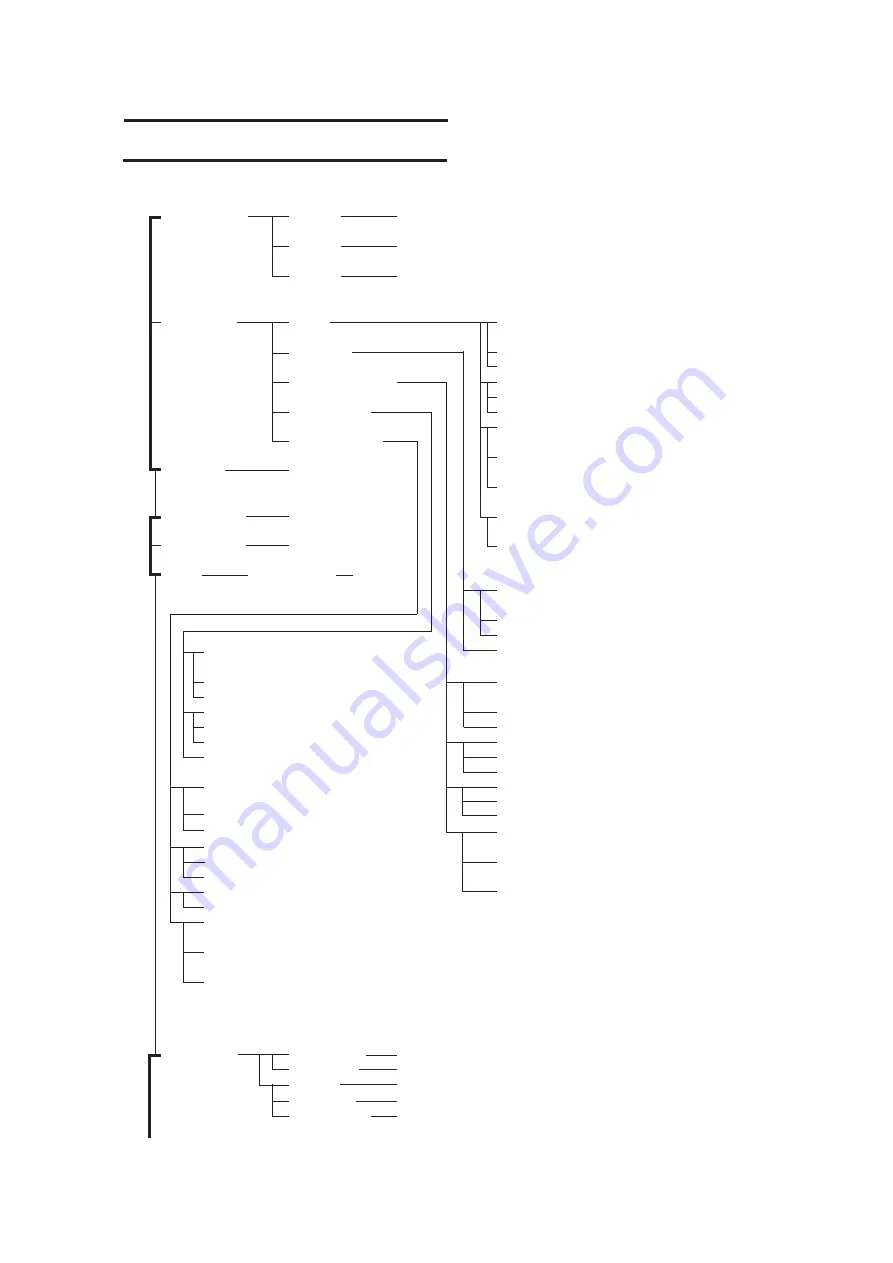
TOOL SELECT
HEAD A
TOOL ------------ PEN, SWIVEL
HEAD B
TOOL ------------ RECCUTTER1, RECCUTTER2
HEAD C
TOOL ------------ ROLLER 1, ROLLER 2, ROLLER 3, ROLLER 4,
R. CUTTER 1, R. CUTTER 2
1/4
CONDITION
PEN
SWIVEL
RECCUTTER 1 ~ 2
ROLLER 1 ~ 4
R. CUTTER 1 ~ 2
TEST CUT
END, CE
DATA CLEAR
END, CE, ORG
2/4
SINGLE COPY
END, CE
VIEW
LOWER RIGHT
END, CE
LOWER LEFT
INTERFACE
BAUD RATE
1200, 2400, 4800, 9600, 19200 (BPS)
3/4
DATA BITS
7, 8 (bit)
PARITY
NO PARITY, EVEN, ODD
STOP BITS
1, 2 (bit)
HANDSHAKE
HARDWARE, X CODE, ENQ/ACK, SOFTWARE
SPEED ----------------------- 2, 5, 10, 15, 20, 25, 30, 35,
40, 45, 50 (cm/s)
PRESSURE ----------------- 20 ~ 400 (g)
ACCELE (ACCELERATION) ---- 0.1 ~ 0.5 (g)
R5 SPEED ------------------- OFF, 1, 2 (cm/s)
R10 SPEED ----------------- OFF, 1, 2, 3, 4, 5 (cm/s)
R15 SPEED ----------------- OFF, 1, 2, 3, 4, 5, 10 (cm/s)
R20 SPEED ----------------- OFF, 1, 2, 3, 4, 5, 10,
15 (cm/s)
R30 SPEED ----------------- OFF, 1, 2, 3, 4, 5, 10, 15,
20 (cm/s)
R40 SPEED ----------------- OFF, 1, 2, 3, 4, 5, 10, 15, 20,
25 (cm/s)
R50 SPEED ----------------- OFF, 1, 2, 3, 4, 5, 10, 15, 20,
25, 30 (cm/s)
R100 SPEED ---------------- OFF, 1, 2, 3, 4, 5, 10, 15, 20,
25, 30, 35 (cm/s)
SPEED ----------------------- 2, 5, 10, 15, 20, 25, 30, 35,
40, 45, 50 (cm/s)
PRESSURE ----------------- 20 ~ 400 (g)
OFFSET --------------------- 0.00 ~ 2.50 (mm)
ACCELE (ACCELERATION) ---- 0.1 ~ 0.5 (g)
SPEED ----------------------- 2, 5, 10, 15, 20, 25, 30, 35,
40, 45, 50 (cm/s)
PRESSURE ----------------- 500 ~ 1500 (g)
ACCELE (ACCELERATION) ---- 0.1 ~ 0.5 (g)
FRONT OFFSET ----------- 0.00 ~ 2.50 (mm)
END OFFSET -------------- 0.00 ~ 2.50 (mm)
UP ANGLE ----------------- 0 ~ 180 (
°
)
RING DISTANCE --------- 0.00 ~ 2.50 (mm)
PRESS CORRECTION --- 0 ~ 500 (g)
VIBRATION ---------------- 1 ~ 5, OR OFF
R5 SPEED ------------------- OFF, 0,5 (mm/s),
0.1, 0.2, 0.5, 1.0, 2.0 (cm/s)
R10 SPEED ----------------- OFF, 0.5 (mm/s),
0.1, 0.2, 0.5, 1.0, 2.0 (cm/s)
R15 SPEED ----------------- OFF, 0.5 (mm/s),
0.1, 0.2, 0.5, 1.0, 2.0 (cm/s)
SPEED ----------------------- 2, 5, 10, 15, 20, 25, 30,
35, 40, 45, 50 (cm/s)
PRESSURE ----------------- 1000 ~ 5000 (g)
ACCELE (ACCELERATION) ---- 0.1 ~ 0.5 (g)
UP ANGLE ----------------- 0 ~ 180 (
°
)
RING DISTANCE --------- 0.00 ~ 2.50 (mm)
PRESS CORRECTION --- 0 ~ 1000 (g)
PRESSURE (Y) ------------ –5000 ~ 5000 (g)
SPEED ----------------------- 2, 5, 10, 15, 20, 25, 30,
35, 40, 45, 50 (cm/s)
PRESSURE ----------------- 1000 ~ 5000 (g)
ACCELE (ACCELERATION) ---- 0.1 ~ 0.5 (G)
FRONT OFFSET ----------- 0.00 ~ 2.50 (mm)
END OFFSET -------------- 0.00 ~ 2.50 (mm)
UP ANGLE ----------------- 0 ~ 180 (
°
)
RING DISTANCE --------- 0.00 ~ 2.50 (mm)
PRESS CORRECTION --- 0 ~ 500 (g)
R5 SPEED ------------------- OFF, 0,5 (mm/s),
0.1, 0.2, 0.5, 1.0, 2.0 (cm/s)
R10 SPEED ----------------- OFF, 0.5 (mm/s),
0.1, 0.2, 0.5, 1.0, 2.0 (cm/s)
R15 SPEED ----------------- OFF, 0.5 (mm/s),
0.1, 0.2, 0.5, 1.0, 2.0 (cm/s)
B. LOCAL MENU STRUCTURE
RC-head model
Содержание CF2 Series
Страница 26: ...1 10 Operation panel VACUUM POWER X Y PAGE C E E N D ORIGIN REMOTE LOCAL F1 F2 F3 1 2 3 4 9 8 6 5 7 10 11 12 13...
Страница 48: ...1 32...
Страница 120: ...3 24...
Страница 138: ...4 18...
Страница 176: ...A 12 C OUTPUT SAMPLES Cutting quality 1 Cutting quality 2...
Страница 177: ...A 13 ASCII dump list Sample coated...
Страница 178: ...A 14 Sample E corrugated Sample B corrugated...
Страница 179: ...A 15 Circle cutting R 3 5 10 20 50 100 Parameter dump list R 3 R 5 R 10 R 20 R 50 R 100...
Страница 185: ......
Страница 186: ...D201402 1 30 16062008 MIMAKI ENGINEERING CO LTD 2008 EM FW 2 50...
























































