


























40
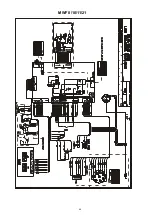
Instrucciones para la programación sinérgica de la
máquina MWF 10/11/21
La gama KMX 550 y FLEX con MWF10/11/21 se
puede equipar con una unidad sinérgica, lo que
permite un ajuste sinérgico de la máquina de soldar. A
diferencia de lo que sucede con la soldadura
tradicional MIG/MAG, en la que se han de ajustar la
corriente y la tensión de soldadura, el ajuste sinérgico
permite realizar ajustes con sólo un mando. La
corriente de soldadura se puede ajustar con el mando
de velocidad de alimentación del hilo, y la tensión de
soldadura cambia automáticamente en función del
ajuste. Esto permite, por ejemplo, ajustar la antorcha
de la corriente de soldadura y una función de llenado
de cráteres especial, que se puede usar cuando el
mando selector de función (pos. 3) (página 41) se
sitúa en soldadura en cuatro tiempos.
Los alimentadores de hilo con kit sinérgico cuentan
con un selector de programas (pos. 18) y un mando de
ajuste del llenado de cráteres (pos. 17).
Llenado de cráteres
Para evitar que se formen cráteres al final de una
juntura, esta función reduce la corriente de soldadura
inmediatamente antes de que finalice. La función se
puede usar seleccionando la soldadura en 4 tiempos y
a continuación pulsando el gatillo de la antorcha al final
de la soldadura. Durante el llenado de cráteres, la
corriente de soldadura se ajusta con el mando de
ajuste del llenado de cráteres (pos. 17) como por-
centaje de la corriente de soldadura durante la solda-
dura normal. Esta función sólo se puede realizar con el
ajuste sinérgico de la máquina.
Ajuste sinérgico según las tablas
En la cubierta del rodillo se incluye una tabla de los
programas de soldadura sinérgica que sirve de guía
para elegir el número de programa, el valor de ajuste
de la tensión y la regulación de la inducción de
acuerdo con el proceso de soldadura previsto. El
proceso de soldadura se define con la selección del
material, el diámetro del hilo y el gas protector.
La tabla muestra que el programa número P9 (selector
de programas en la posición 18), con el valor de ajuste
de la tensión 22,5 (el mando de tensión de soldadura
en posición 2) y la derivación de la regulación de la
inducción en 3, se corresponde con la soldadura con
Fe//Ø1,2mm//ArCO2 (80/20). El ajuste se ha de
realizar antes de la soldadura. Sólo se puede ajustar la
soldadura en curso cuando el mando de selección de
la velocidad de alimentación del hilo (posición 1) se
encuentra en estos parámetros. Téngase en cuenta
que no todos los ajustes de la velocidad de
alimentación del hilo se pueden aplicar en la práctica.
Esta tabla constituye una guía sobre la velocidad de
alimentación del hilo que se debe usar en la soldadura
de materiales de diferentes dimensiones.
El soldador puede establecer su propio programa de
soldadura sinérgica. Para ello debe seguir el proceso
siguiente:
Ajuste del selector de programas a la situación
siguiente:
Diámetro del hilo
Número del programa
0.8
P2
1.0
P5
1.2
P7
1.6
P10
1. Ajuste la velocidad de alimentación del hilo al valor
más bajo y seleccione el valor óptimo de ajuste de
la tensión con el mando de ajuste del voltaje. El
valor de ajuste de la tensión se puede leer cuando
el gatillo de la antorcha no está activado.
2. Ajuste la velocidad de alimentación del hilo al valor
más alto en cuestión y ajuste el número del
programa al valor óptimo durante la soldadura
(cuando el número del selector de programas
aumenta, la tensión también lo hace al mismo
tiempo durante la soldadura).
3. Repita los puntos 3 y 4 para asegurarse de que se
trata del programa óptimo.
4. El programa ha terminado y la máquina se puede
ajustar a la corriente de soldadura planeada con el
selector de la velocidad de alimentación del hilo del
panel de control o la antorcha de soldadura. Anote
el número del programa, el valor de ajuste de la
tensión y los datos del proceso para volver a
usarlos posteriormente.
Содержание MWF 10
Страница 4: ...4...
Страница 41: ...41 MIG MAG WIRE FEED UNIT...
Страница 42: ...42...
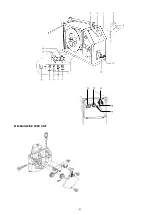
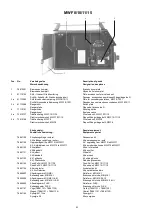
Страница 44: ...44 MWF 8 10 11 21...
Страница 46: ...46 MWF 11 LATERALLY REVERSED...
Страница 47: ...47 MWF 15 LATERALLY REVERSED...
Страница 48: ...48...
Страница 60: ...60 TR DFREMF RING WIRE FEED UNIT DRAHTVORSCHUBEINHEIT DISPOSITIF DE GUIDAGE DE FIL 14 15...
Страница 64: ...64...
Страница 65: ......

























































