



























C-2
C-2
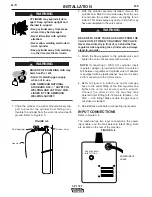
ACCESSORIES
INNERSHIELD (FCAW)
CONVERSION
Several changes are needed to convert the unit for
operation with the Innershield (FCAW) process. The
K549-1 or K549-2 Innershield Kits include all the nec-
essary accessories for this conversion and are provid-
ed for this purpose. The following conversions should
be made using the contents of this kit:
1. Change the output polarity to DC(
–
). See
“
Work
Cable Installation
”
in Installation section for details.
2. Install proper drive roll for the wire size selected.
See
“
Changing Drive Roll
”
in Maintenance section
for details.
3. Install the proper gun liner (Note 1) and tip for the
wire size selected. See
“
Component Replacement
”
in Maintenance section for details.
4. Remove gas nozzle (if installed) and install gasless
nozzle. To remove, simply unscrew.
5. Load wire into machine and thread into gun and
cable per
“
Welding Wire Loading
”
section.
(Note 1): The factory installed gun liner will feed
.025 - .035 ( 0.6 - 0.9mm) wire.
REPLACEMENT PARTS
Complete Gun and Cable Assembly
L8311-6 (K530-4)
Contact Tip .025” (0.6 mm)
KP2039-1B1
Contact Tip .030” (0.8 mm)
KP2039-2B1
Contact Tip .035” (0.9 mm)
KP2039-3B1
Contact Tip .045” (1.2 mm)
KP2039-4B1
Contact Tip-Tapered .025” (0.6 mm)
KP2052-1B1
Contact Tip-Tapered .030” (0.8 mm)
KP2052-2B1
Contact Tip-Tapered .035” (0.9 mm)
KP2052-3B1
Contact Tip-Tapered .045” (1.2mm)
KP2052-4B1
Liner .030/.035” (0.8/0.9 mm)
KP1937-3
Liner .035/.045” (0.9/1.2 mm)
KP1937-1
Gas Diffuser
KP2040-1
Gas Nozzle
KP1938-1
Gas Nozzle-Tip Recessed 3/8” (9.5 mm)
Opening I.D.
KP1942-1
Gas Nozzle-Tip Recessed 1/2” (12.7 mm)
Opening I.D.
KP1942-2
Gas Nozzle-Tip Recessed 5/8” (15.9 mm)
Opening I.D.
KP1942-3
Spot Welding Nozzle
KP1956-1
Gasless Nozzle (Innershield Only)
KP1939-1
SP-175T
Содержание SP-175T
Страница 20: ...B 7 B 7 APPLICATION CHART SP 175T ...
Страница 32: ...NOTES SP 175T ...
Страница 33: ...NOTES SP 175T ...







































































