






















15
15
EN
DE
14
14
DE
EN
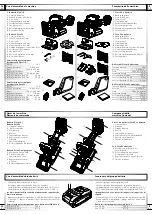
Cutting grooves
1 Clamp workpiece
2 Switch on machine
3 Hold machine tightly with both hands
and slowly and evenly plunge to the
depth stop. The cutter returns auto -
matically within the housing when the
pressure is removed
4
Note: Zeta P2 cordless
The battery can be rotated in total 270
degrees by pressing the release switch
(page 11, no. 12). The battery must not
be turned beyond the end stop.
5 The P-System groove is automatically
carried out. Wait until the pin is flush
again on the VMD mechanism
(1 – 2 seconds)
6
Attention! Never manually
release the vertical mechanical
drive!
7 Switch off machine
Nuten fräsen
1 Werkstück festspannen
2 Maschine einschalten
3 Maschine mit beiden Händen
festhalten, langsam und gleichmässig
eintauchen bis zum Tiefenanschlag.
Der Fräser zieht sich beim Nachlassen
des Druckes automatisch wieder ins
Gehäuse zurück
4
Hinweise: Zeta P2 Akku
Durch Betätigung der Entriegelung
(Seite 11, Nr. 12) kann der Akku um
insgesamt 270 Grad gedreht werden.
Der Akku darf nicht über den
Endanschlag hinaus gedreht werden
5 Die P-System Nut wird automatisch
ausgeführt. Warten bis der Stift auf
der Hubmechanik wieder bündig ist
(1 – 2 Sekunden)
6
Achtung! Die Hubmechanik
darf nie manuell betätigt werden!
7 Maschine ausschalten
Anwendung generell
Nuten fräsen (Eckverbindung)
1 Maschine auf Platte positionieren
a. an der Aussenkante bündig
mit Grundplatte
b. mit der Mittelmarkierung der
Grundplatte
c. Materialstärke 16 mm
2 Bei senkrechter Anwendung der
Maschine kann der Anschlagwinkel
auf die Grundplatte montiert werden,
um eine grössere Auflagefläche zu
erhalten.
a. an der Aussenkante bündig
mit Grundplatte
b. mit der Mittelmarkierung der
Grundplatte
c. Materialstärke 16 mm
Nuten fräsen (Gehrungsverbindung)
1 a. verschiedene Winkel
Materialstärke 19 – 22 mm
b. verschiedene Winkel
ab Materialstärke 23 mm
c. 45° Referenzpunkt aussen bündig
General application
Cutting grooves (butt joint)
1 Position machine on the panel
a. so it is flush with the base plate on
the outer edge
b. aligned with the middle marking of
the base plate
c. material thickness 16 mm
2 When using the machine in vertical
position, the stop square can be fixed
on the base plate for a large working
surface.
a. The outer edge is flush with the
base plate
b. Aligned with the middle marking of
the base plate
c. Material thickness 16 mm
Cutting grooves (Mitred joint)
1 a. Different angles material thickness
19 – 22 mm
b. Different angles starting with a
material thickness of 23 mm
c. 45° reference point externally flush
1a.
1c.
1b.
2a.
2c.
2b.
1a.
1b.
1c.
1
3
5
2
4
6
7
4 mm
2 mm





















































