





























Page. 41
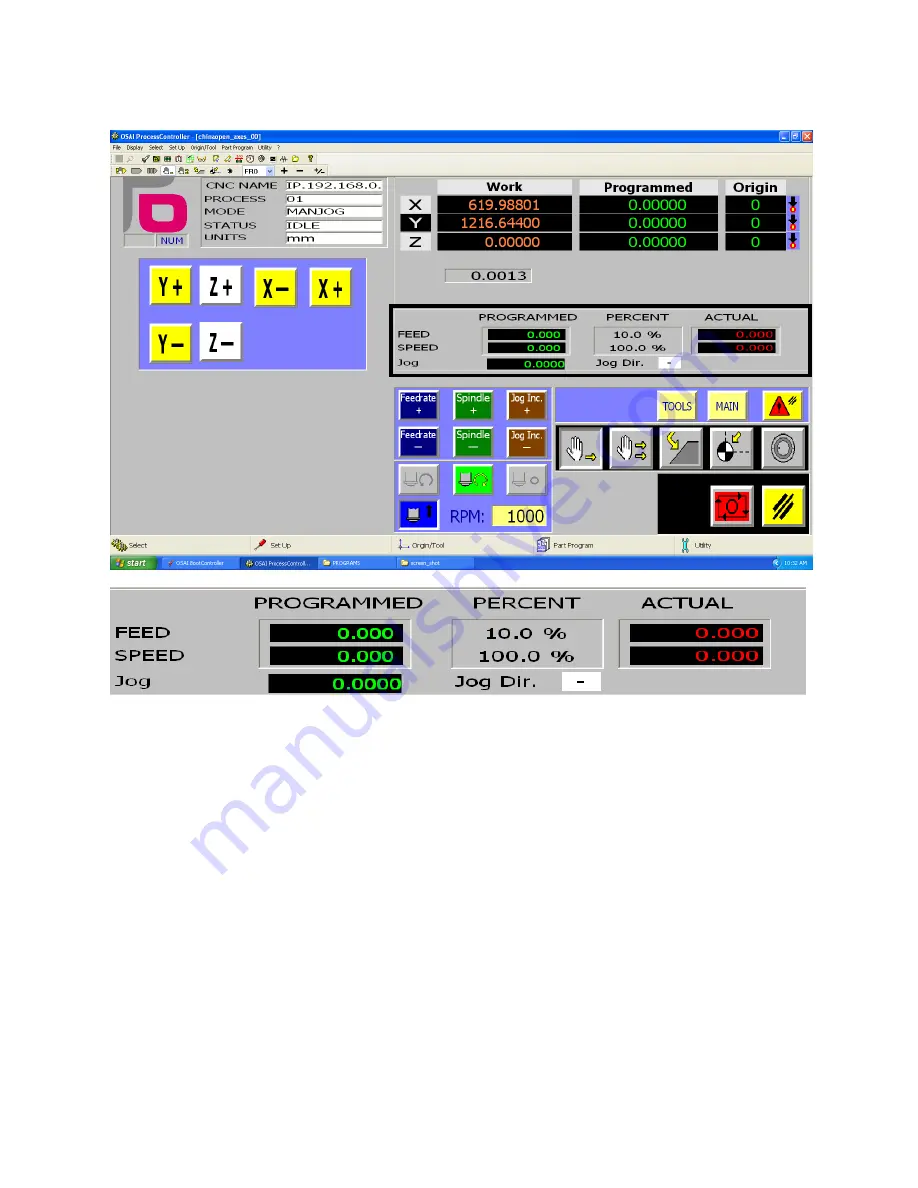
Feed and Speed Section
This section shows the programmed speed, override percentage, and actual speed of the spindle.
The programmed speed is multiplied by the override percentage to result in the actual speed. The
machine moves at the actual speed.
The override percentage can be changed using the override buttons which will be explained in more
detail in the next section.
Here is a description of each display:
FEED– The feed rate, the speed of the machine when making a G01 move.
SPEED – The spindle speed, the rotational speed of the spindle in RPM.
Jog – The step jog increment, the distance an axis will move when the axis is clicked in step jogging
mode.
Jog Dir – The direction in which the machine is currently moving.
Содержание Smartshop III Series
Страница 2: ......
Страница 11: ...Page 11 Tool Screen The screen that displays tool information Manual Pulse Generator MPG The axis...
Страница 20: ...Page 20 7 Select start shutdown 8 Click on the shutdown button and then wait for the computer to shut down...
Страница 22: ...Page 22 Main Screen The main page will load up at machine start up The sections are explained below...
Страница 50: ...Page 50 Tool Screen...
Страница 51: ...Page 51 CNC Display Section Please see Error Reference source not found CNC Display Section for reference...
Страница 58: ...Page 58 Requested Pocket pocket requested by the G Code Current Pocket The current active tool changer pocket...
Страница 83: ...Page 83 9 Click the Part Program button 10 Select Activate Part Program...
Страница 84: ...Page 84 11 If the directory isn t expanded click on the sign next to expend it...
Страница 85: ...Page 85 12 Select PROGRAMS drive...
Страница 86: ...Page 86 13 Click on the desired G Code file to highlight it 14 Click on the OK button to activate it...
Страница 87: ...Page 87 15 Upon activation the G Code program will be shown in the Active G Code Program section...
Страница 89: ...Page 89 18 Click on the run button The machine will start executing the G Code file...
Страница 91: ...Page 91 21 To Stop the program completely press the Reset button...
Страница 93: ...Page 93 4 Click on the MPG Run button to activate it...
Страница 99: ...Page 99 2 Manually input the command in the command box 3 Click confirm...
Страница 100: ...Page 100 4 Click the run button The MDI entry is completed 5 Click Auto mode button to exit the MDI mode...
Страница 107: ...Page 107 8 Click Auto mode button to exit the MDI mode...
Страница 109: ...Page 109 4 Make sure the machine is in Auto Mode by clicking on the Auto Mode button 5 Click on the Block No button...
Страница 112: ...Page 112 3 Click on the run button The machine will start the memory search...
Страница 116: ...Page 116 4 Click the boot button then click Shutdown 5 Click OK in the pop up window This will restart the controller...
Страница 118: ...Page 118 8 From the security window click on the Restore button 9 Click on the browse button...
Страница 119: ...Page 119 10 Navigate to the desired system backup file it should be named IP 192 168 0 1 11 Click Open...
Страница 122: ...Page 122 15 Click on the rocket symbol to access the boot control window...
Страница 123: ...Page 123 16 Click on the Normal mode button 17 Click Boot then click Shutdown...
Страница 128: ...Page 128 8 Click on the Normal mode button...







































































