
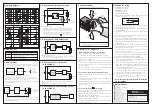






















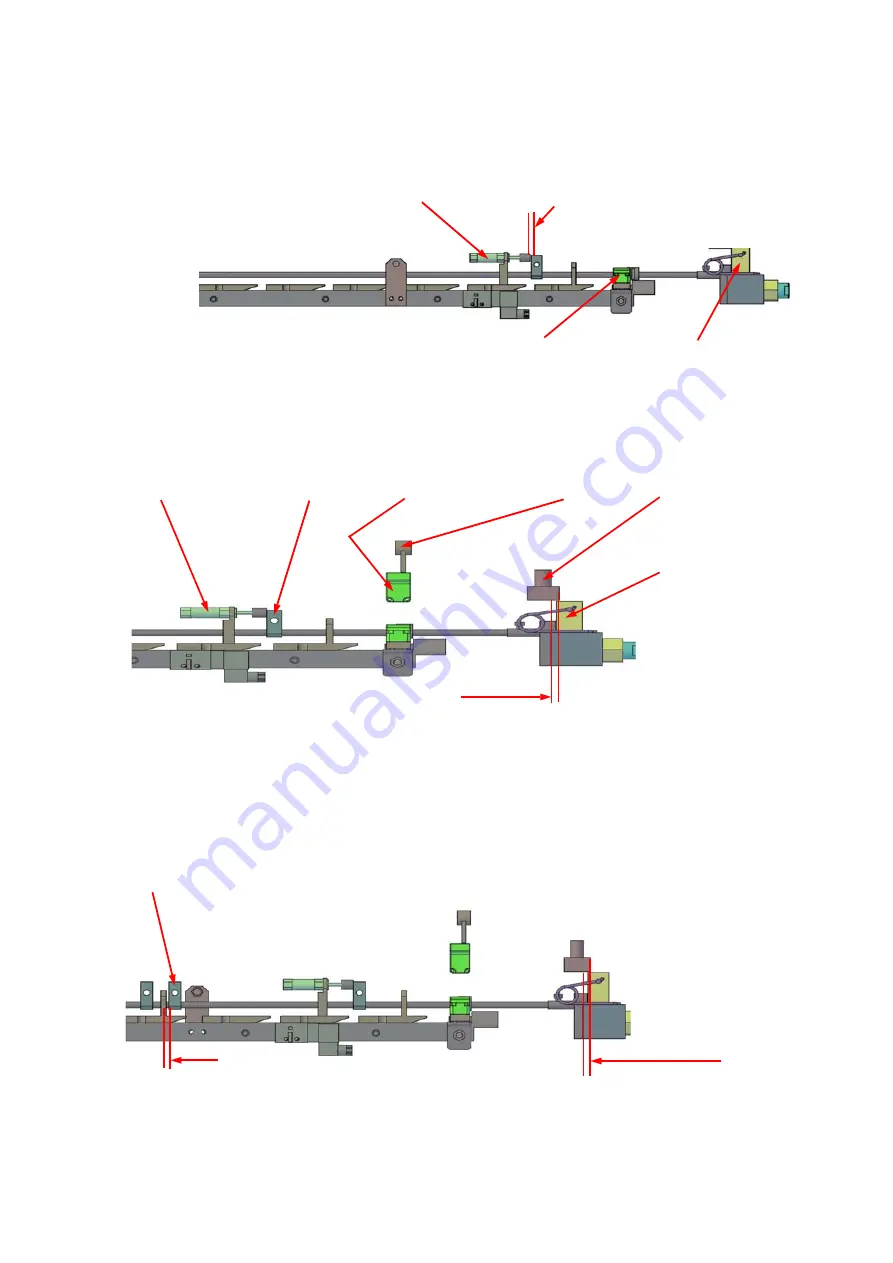
CYLINDER & CUTTING PROXIMITY ADJUSTMENT
Return cylinder
3~4mm
Cutting sensor
Cutting blade
1. Push doun cutting hammer, draw cutting blade to touch cutting hammer, and push in
cylinder to be 3~4mm gap, and tighten bolts.
---
loose spring tin backside.
Return cylinder
Cylinder stopper
Cutting sensor
Sensor bar
Cutting hammer
Cutting blade
2. Push cylinder stopper to touch cylinder, and move sensor bar to work and fix up.
※ Note; Power "OFF" during adjustment.
If power "ON", cylinder to be work on cutting sensor.
Auxiliary stopper
3~4mm
3 Auxiliary stopper should be 2~3mm gap between cylinder in.
3~4mm
2~3mm
Содержание KN-1248-G3
Страница 3: ......
Страница 4: ......
Страница 5: ......
Страница 6: ......
Страница 54: ......
Страница 55: ......
Страница 57: ......
Страница 61: ......
Страница 62: ......
Страница 63: ......
Страница 64: ......
Страница 65: ......
Страница 66: ......
Страница 67: ......
Страница 68: ......
Страница 69: ......
Страница 71: ......
Страница 73: ......
Страница 75: ......
Страница 77: ......
Страница 78: ......
Страница 79: ......
Страница 80: ......
Страница 81: ......
Страница 82: ......
Страница 90: ...MANUAL OF WIRE CUTTING MACHINE MODEL KN 2CT ...
Страница 107: ......
Страница 108: ......
Страница 109: ......
Страница 110: ......
Страница 111: ......
Страница 112: ......
Страница 113: ......
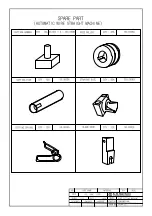
Страница 123: ... 10 NO PART NUMBER PART NAME QT Y 1 WIRE COVER 1 2 WIRE GUIDE RACK 4 3 CT 06 08 TABLE PLATE 1 4 CT 06 09 BEARING 6212 1 ...







































































