





























System IT Administration
KVAL MLX Operation/Service Manual
4-2
System IT Administration
For optimum support, the MLX requires internet access. With internet access,
Kval Service Sup
-
port
will be able to access your machine through your company’s Intranet and help solve any
issues that may occur. Connection to the Intranet is achieved by interfacing with the MLX con
-
troller. The location of the Intranet connection is identified in the figure below (RJ45 to Intranet.)
About the MLX Computer
The MLX uses a Beckhoff
®
CPU module as a PLC (Programmable Logic Controller.) In addition
to the CPU and the chipset, the module also contains internal main memory. The computer has a
removable Compact Flash card from which it boots.The controller uses a Windows
®
operating
system with TwinCAT 2
®
automation software to create the PLC and Motion Control method.
Interface modules include:
• A smart power supply to connect to EtherCat
®
terminals. This supply contains a
LCD to display system and user messages.
• A DVI/USB module to connect to the user interface.
• An Ethernet module to connect to the servo amplifiers.
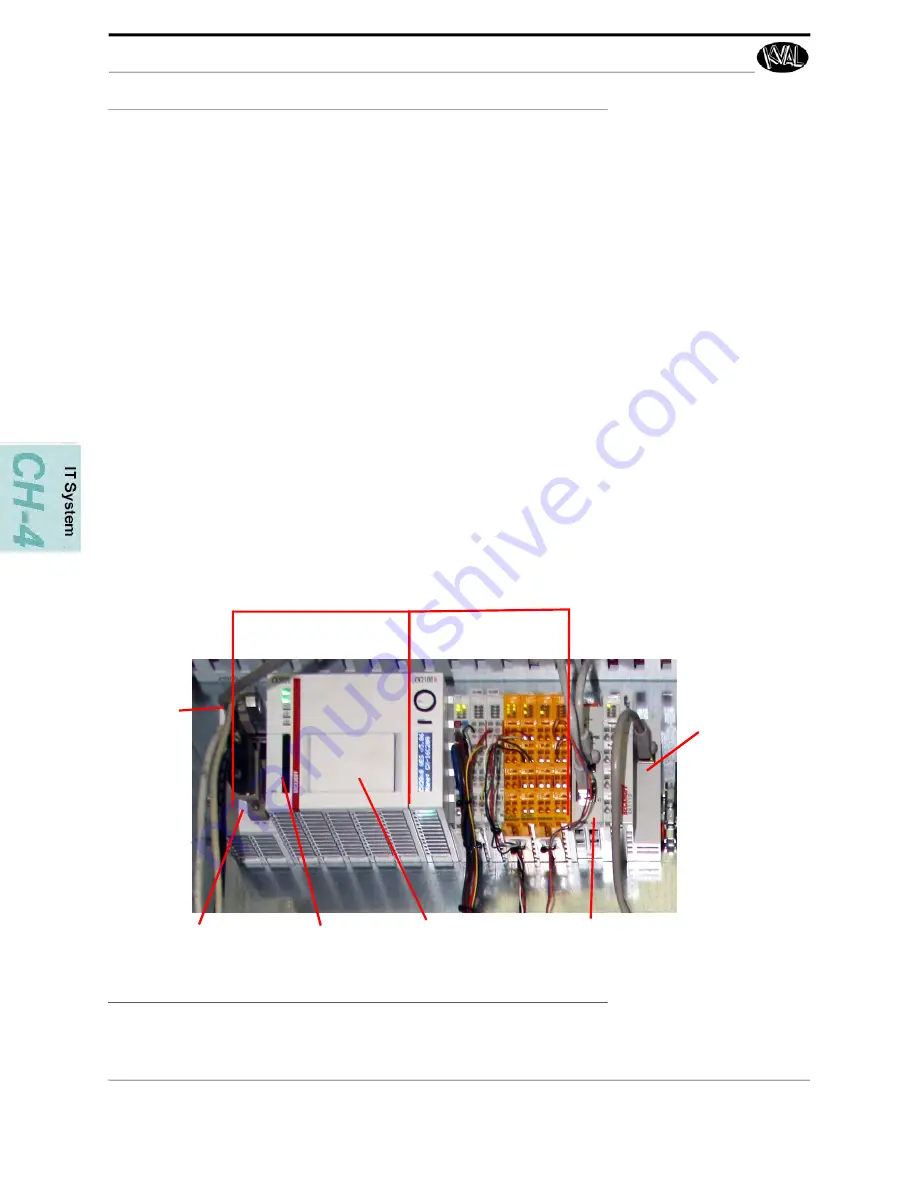
Connections on the PLC
The CPU module is located in the upper left corner of the Electrical Panel
FIGURE 4.
Connections on the Controller
Smart Power Supply
and EtherCat
DVI/USB Module
to User Interface
CPU Module
RJ45 to
Intranet
Compact
Flash Card
Interface to
Servos
Battery
Interface to
Frame
Содержание MLX
Страница 29: ...How to Download the Service Application 1 19 KVAL MLX Operation Service Manual Page Intentionally Left Blank ...
Страница 59: ...About the Tool Config Tabs 2 29 KVAL MLX Operation Service Manual ...
Страница 64: ...Description of the Light Tower KVAL MLX Operation Service Manual 2 34 ...
Страница 79: ...Step 2 Calibrate the Carriage Axis KVAL Operation Manual 3 15 FIGURE 3 3 Face Cut X Y Z X Y Z Y ...
Страница 90: ...System IT Administration KVAL MLX Operation Service Manual 4 4 ...
Страница 117: ...Collet Torque Values 5 27 KVAL MLX Operation Service Manual ...
Страница 118: ...Collet Torque Values KVAL MLX Operation Service Manual 5 28 ...
Страница 141: ......
Страница 142: ......
Страница 143: ......





















































