





























SECTION 5 - BASIC HYDRAULICS INFORMATION & SCHEMATICS
5-28
31215031
Cleaning and Inspection
1.
Clean parts thoroughly with approved cleaning solvent.
2.
Inspect cylinder rod for scoring, tapering, ovality, or
other damage. If necessary, dress rod with Scotch Brite
or equivalent. Replace rod if necessary.
3.
Inspect threaded portion of rod for excessive damage.
Dress threads as necessary.
4.
Inspect inner surface of cylinder barrel tube for scoring
or other damage. Check inside diameter for tapering or
ovality. Replace if necessary.
5.
Inspect threaded portion of barrel for damage. Dress
threads as necessary.
6.
Inspect piston surface for damage, scoring, or distortion.
Dress piston surface or replace piston as necessary.
7.
Inspect threaded portion of piston for damage. Dress
threads as necessary.
8.
Inspect seal and O-ring grooves in piston for burrs and
sharp edges. Dress surfaces as necessary.
9.
Inspect cylinder head inside diameter for scoring or
other damage, and for ovality and tapering. Replace as
necessary.
10.
Inspect threaded portion of head for damage. Dress
threads as necessary.
11.
Inspect seal and O-ring grooves in head for burrs and
sharp edges. Dress applicable surfaces as necessary.
12.
Inspect cylinder head outside diameter for scoring,
damage, ovality, and tapering. Replace as necessary.
13.
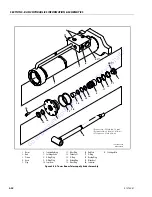
Inspect wear pad assembly (7) for damage and worn
pads (24). Replace parts as required.
Figure 5-46. Wear Pad Assembly
14.
Inspect rod and barrel bearings for signs of excessive
wear or damage. Replace as necessary.
a.
Thoroughly clean hole, (steel bushing) of burrs, dirt
etc. to facilitate bearing installation.
b.
Inspect steel bushing for wear or other damage. If
steel bushing is worn or damaged, rod/barrel must
be replaced.
c.
Lubricate inside of steel bushing with WD40 before
bearing installation.
NOTE:
Lubrication is not required with nickel plated pins and
bearings. Install pin in composite bushing dry.
d.
Press composite bushing into barrel or rod bushing
with correct size arbor.
Figure 5-47. Composite Bushing Installation
15.
Inspect travel limiting collar or spacer for burrs and
sharp edges. If necessary, dress inside diameter surface
with Scotch Brite or equivalent.
16.
Inspect port block (8) fittings and cartridge valve.
Replace as necessary.
17.
Inspect oil ports for blockage or presence of dirt or other
foreign material. Repair as necessary.
24
22
23
7
24
MAF06640
Go
to
Discount-Equipment.com
to
order
your
parts




































































