





























SECTION 4 - HYDRAULICS
3121273
– JLG Lift –
4-9
ble. Discard the o-rings, back-up rings, rod seals,
and wiper seals.
Steer Cylinder Piston Removal
1. Using the spanner holes, rotate the piston until the
end of the retaining ring can be seen through the
cross-drilled retaining ring hole.
2. Insert a flathead screwdriver (or similar tool) into the
cross-drilled retaining ring hole.
3. Using the screwdriver, guide the retaining ring into
the cross-drilled retaining ring hole while turning the
piston.
4. Continue turning the piston approximately one (1)
full turn until the start of the retaining ring is again
aligned with the cross-drilled retaining ring hole.
5. Lift up on the retaining ring so that the hook on the
start of the retaining ring releases from the hole in
the rod.
6. Pull the retraining ring all the way out of the cross-
drilled retraining ring hole.
7. Slide the piston over the rod in the direction of the
spanner holes to remove.
Cleaning and Inspection
1. Clean all parts thoroughly in an approved cleaning
solvent.
2. Inspect the cylinder rod for scoring, tapering, ovality,
or other damage. If necessary, dress rod with
Scotch Brite or equivalent. Replace rod if necessary.
3. Inspect threaded portion of rod for excessive dam-
age. Dress threads as necessary.
4. Inspect inner surface of cylinder barrel tube for scor-
ing or other damage. Check inside diameter for
tapering or ovality. Replace if necessary.
5. Inspect threaded portion of barrel for damage. Dress
threads as necessary.
6. Inspect piston surface for damage and scoring and
for distortion. Dress piston surface or replace piston
as necessary.
7. Inspect threaded portion of piston for damage.
Dress threads as necessary.
8. Inspect seal and o-ring grooves in piston for burrs
and sharp edges. Dress applicable surfaces as nec-
essary.
9. Inspect cylinder head inside diameter for scoring or
other damage and for ovality and tapering. Replace
as necessary.
10. Inspect threaded portion of head for damage. Dress
threads as necessary.
11. Inspect seal and o-ring grooves in head for burrs
and sharp edges. Dress applicable surfaces as nec-
essary.
12. Inspect cylinder head outside diameter for scoring
or other damage and ovality and tapering. Replace
as necessary.
13. If applicable, inspect rod and barrel bearings for
signs of correct excessive wear or damage. Replace
as necessary.
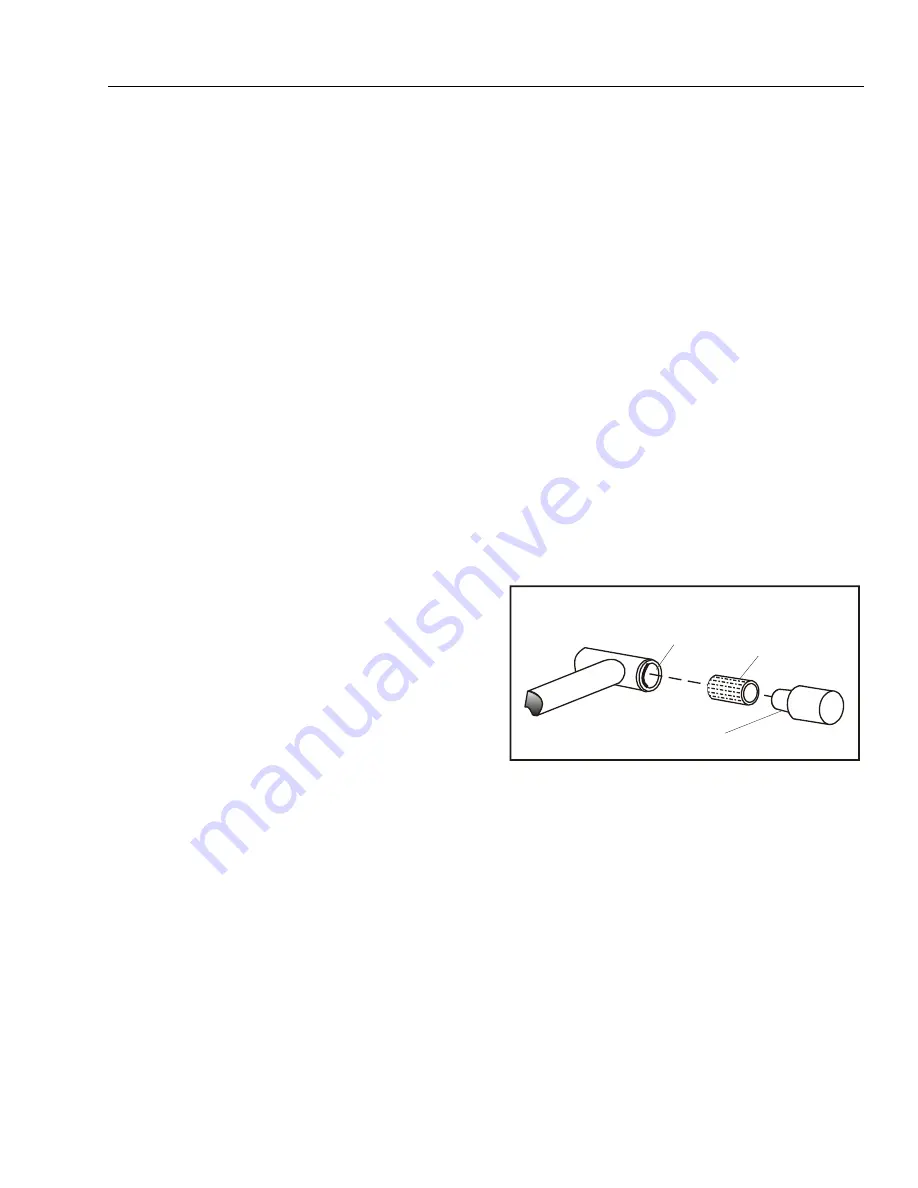
a. Thoroughly clean hole, (steel bushing) of burrs,
dirt etc. to facilitate bearing installation.
b. Inspect steel bushing for wear or other damage.
If steel bushing is worn or damaged, rod/barrel
must be replaced.
c. Lubricate inside of steel bushing with WD40
prior to bearing installation.
d. Using an arbor of the correct size, carefully
press the bearing into steel bushing.
NOTE:
Install pin into the Gar-Max bearing dry. Lubrication is not
required with nickel plated pins and bearings.
14. Inspect travel limiting collar or spacer for burrs and
sharp edges. If necessary, dress inside diameter
surface with Scotch Brite or equivalent.
15. If applicable, inspect port block fittings and holding
valve. Replace as necessary.
16. Inspect the oil ports for blockage or the presence of
dirt or other foreign material. Repair as necessary.
17. If applicable, inspect piston rings for cracks or other
damage. Replace as necessary.
STEEL
BUSHING
GAR-MAX
BUSHING
ARBOR
Figure 4-5. Gar-Max Bearing Installation
Содержание 1932RS
Страница 1: ...Service Maintenance Manual Models 1932RS 6RS 3248RS 10RS 3121273 April 8 2013...
Страница 2: ......
Страница 12: ...viii JLG Lift 3121273 TABLE OF CONTENTS NOTES...
Страница 69: ...SECTION 3 CHASSIS SCISSOR ARMS 3121273 JLG Lift 3 37 NOTES...
Страница 73: ...SECTION 3 CHASSIS SCISSOR ARMS 3121273 JLG Lift 3 41 Figure 3 41 Arms and Platform Positioning and Support...