























Fig 15
6.5 Bowl turning
Turn outside of bowl between centres.
Turn a short tenon the size of the hole in the faceplate
(T, Fig 16). This will allow centring the workpiece.
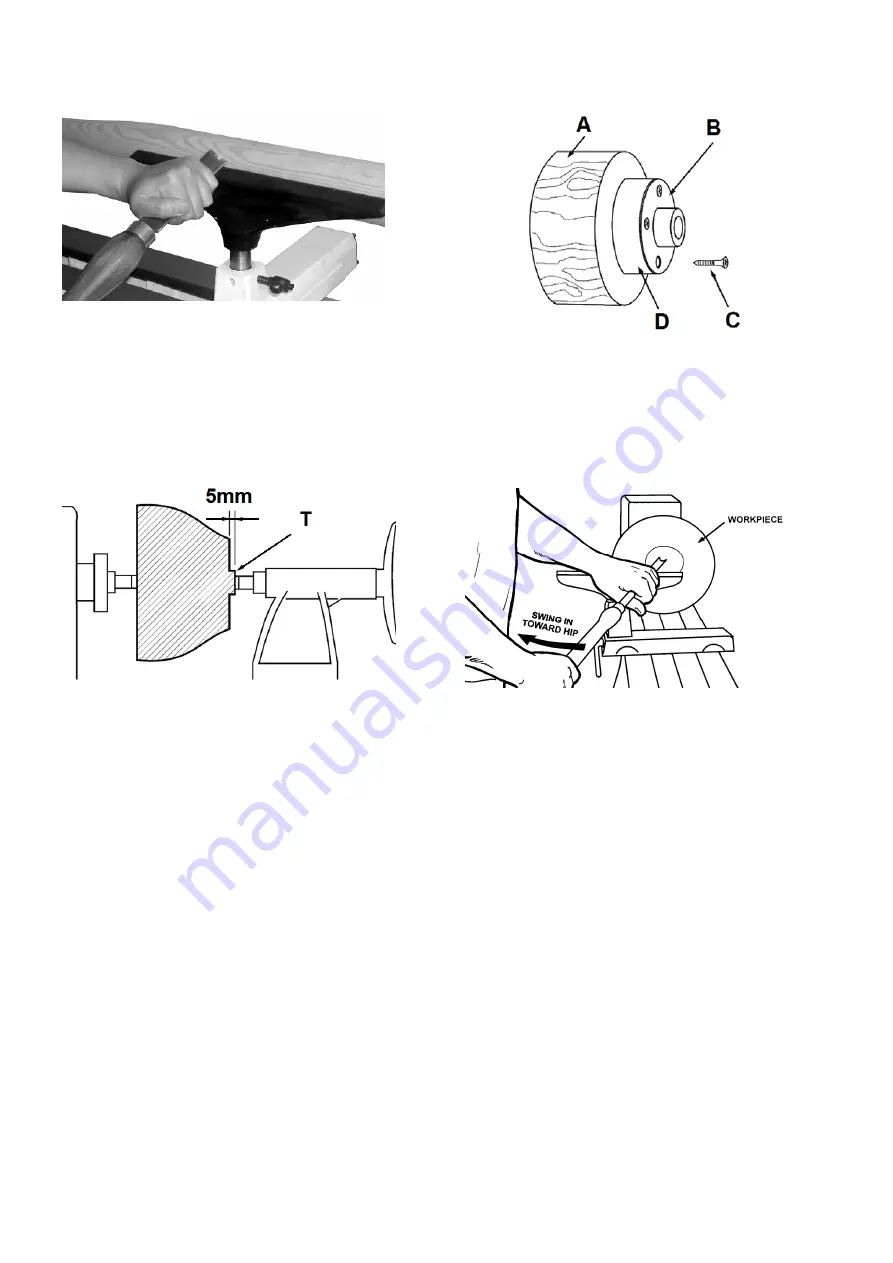
Fig 16
Mount the workpiece (A, Fig 17) directly to the face plate
using 4 wood screws (C) from the back. Be careful to use
screws short enough not to interfere with the cutting process
but long enough to hold the workpiece securely to the face
plate.
If screw mounting is not allowed at all, the work may be glued
to a backing block (D) and the backing block screwed to the
face plate. A piece of paper in the glue joint will prevent
damaging the wood when separated later.
Mount the face plate with the workpiece already attached onto
the spindle nose thread and hand tighten.
Move tailstock away, remove centre from tailstock to prevent
injury.
Turn the workpiece by hand to see if it rests securely and can
be rotated freely.
Fig 17
For face plate turning the tool rest is set slightly lower than
centre line.
Caution:
Cut with your chisel on the left side of the turning centre only.
Use left hand to control cutting edge of gouge, while right
hand swings tool handle around toward your body (Fig 18).
Fig 18
Try to make one, very light continuous movement from the rim
to the bottom of the bowl to ensure a clean, sweeping curve
through the workpiece.
Move tool support to the exterior to re-define bottom of bowl.
6.6 Sanding and Finishing
Remove the tool rest and begin with a fine grit sandpaper (120
grit) and progress through each grit, using only light pressure.
Use power sanding techniques to avoid concentric sanding
marks.
Finish sanding with 220 grit.
Apply first coat of finish. Allow to dry before sanding again
with 320 or 400 grit sandpaper.
Turn lathe back on and make a separation cut through the
base. Stop at about dia. 80mm and use a fine tooth saw to
separate the bowl from the waste.
Apply additional finish coats and allow to dry before buffing.







































































