





























Multiple-Axis Machining | Miscellaneous functions for rotary axes
13
620
HEIDENHAIN | TNC 640 | Conversational Programming User's Manual | 10/2017
Maintaining the position of the tool tip when
positioning with tilted axes (TCPM): M128 (option 9)
Standard behavior
If the inclination angle of the tool changes this results in an offset
of the tool tip compared to the nominal position. The control does
not compensate this offset. If the operator does not take this
deviation into account in the NC program, offset machining is
executed.
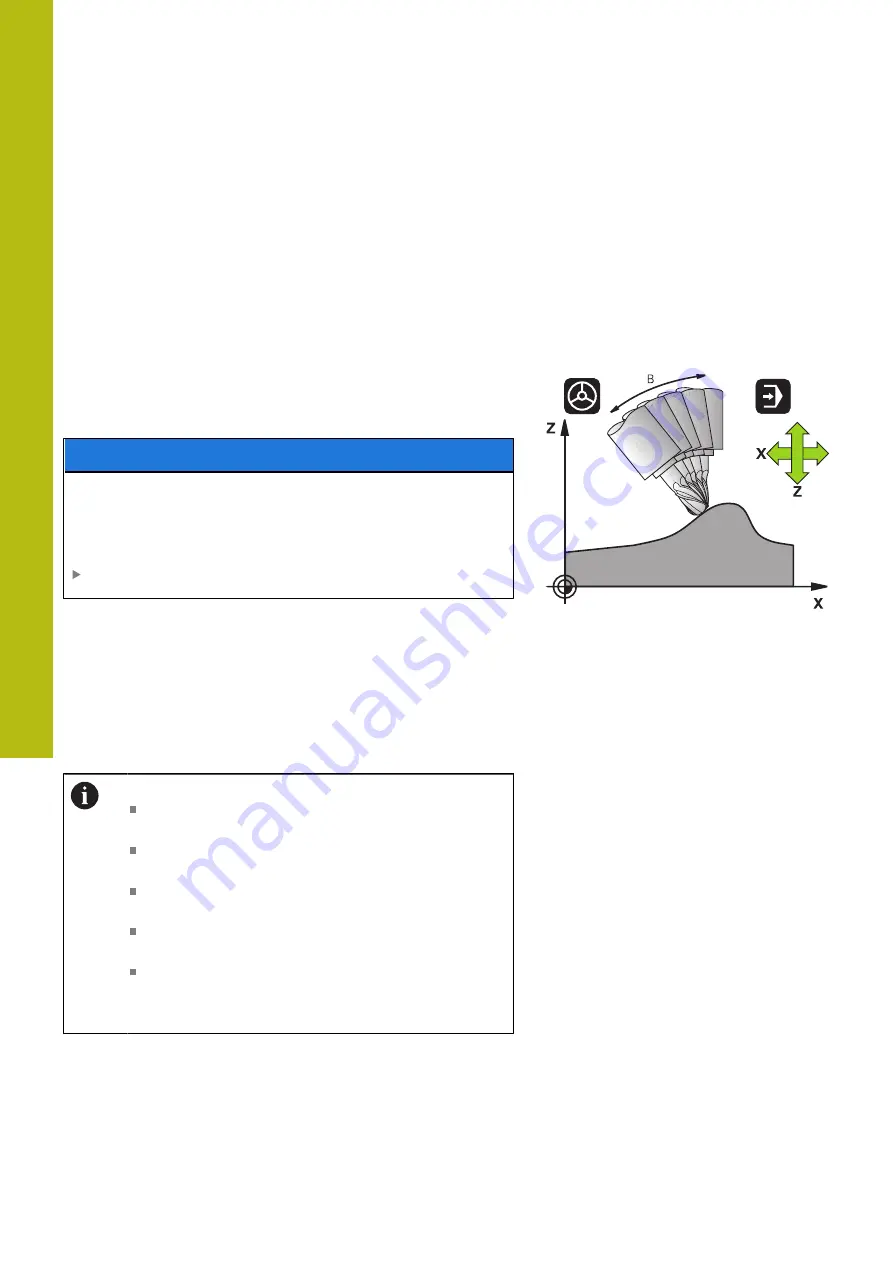
Behavior with M128 (TCPM: Tool Center Point Management)
If the position of a controlled tilted axis changes in the program,
the position of the tool tip in relation to the workpiece remains the
same during the tilting process.
NOTICE
Danger of collision!
Rotary axes with Hirth coupling must move out of the coupling
to enable tilting. There is a danger of collision while the axis
moves out of the coupling and during the tilting operation.
Tool retracted before the position of the tilting axis is changed
After
M128
, you can program a feed rate at which the control will
carry out the compensation movements in the linear axes.
If you want to change the position of the tilting axis with the
handwheel during the program run, use
M128
along with
M118
.
Superimposing handwheel positioning is implemented with active
M128
, depending on the setting in the 3D-ROT menu of the
Manual
operation
operating mode, in the active coordinate system or in
the non-tilted coordinate system.
Programming notes:
Before positioning axes with
M91
or
M92
and before
a
TOOL CALL
block, reset the
M128
function
To avoid contour damage, you must use only
spherical cutters with
M128
.
The tool length must refer to the spherical center of
the tool tip.
If
M128
is active, the control shows the
TCPM
symbol in the status display
The
TCPM
or
M128
function cannot be used in
conjunction with the
Dynamic Collision Monitoring
(DCM)
function and the additional
M118
function
Содержание TNC 640
Страница 4: ......
Страница 5: ...Fundamentals ...
Страница 36: ...Contents 36 HEIDENHAIN TNC 640 Conversational Programming User s Manual 10 2017 ...
Страница 67: ...1 First Steps with the TNC 640 ...
Страница 90: ......
Страница 91: ...2 Introduction ...
Страница 130: ......
Страница 131: ...3 Operating the Touchscreen ...
Страница 144: ......
Страница 145: ...4 Fundamentals File Management ...
Страница 206: ......
Страница 207: ...5 Programming Aids ...
Страница 236: ......
Страница 237: ...6 Tools ...
Страница 281: ...7 Programming Contours ...
Страница 333: ...8 Data Transfer from CAD Files ...
Страница 355: ...9 Subprograms and Program Section Repeats ...
Страница 374: ......
Страница 375: ...10 Programming Q Parameters ...
Страница 478: ......
Страница 479: ...11 Miscellaneous Functions ...
Страница 501: ...12 Special Functions ...
Страница 584: ......
Страница 585: ...13 Multiple Axis Machining ...
Страница 650: ......
Страница 651: ...14 Pallet Management ...
Страница 664: ......
Страница 665: ...15 Batch Process Manager ...
Страница 673: ...16 Turning ...
Страница 713: ...17 Manual Operation and Setup ...
Страница 797: ...18 Positioning with Manual Data Input ...
Страница 803: ...19 Test Run and Program Run ...
Страница 843: ...20 MOD Functions ...
Страница 881: ...21 Tables and Overviews ...