





























25
EN
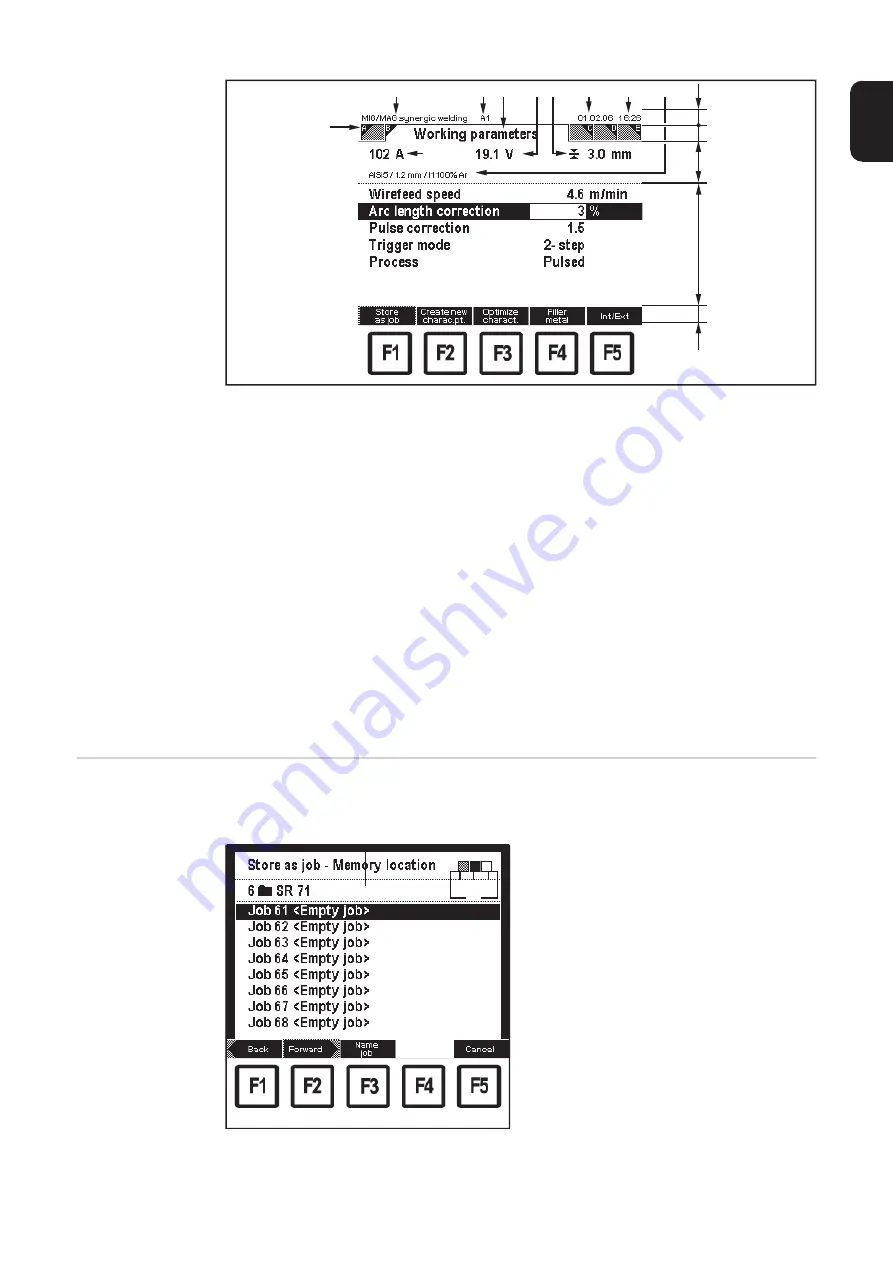
Example: "Data" screen
"Wizard" screen
Wizard refers to a guided input sequence. The user can move forwards or backwards with-
in the sequence. Various screens appear within a wizard.
Example: "Wizard" screen
(1)
Dark border
(2)
Processing step
(3)
Completed steps
(4)
Current step
(5)
Step still live
(6)
F1 "Back" (in grey in the first
screen)
(7)
F2 "Forward" (or "Done" in the final
screen)
(8)
F5 "Cancel"
(1)
Screen identifying character
(9)
Time
(2)
Activity
(10)
Filler metal, wire diameter, shield-
ing gas
(3)
Welding current
(11)
Information line
(4)
User
(12)
Clothesline with screens A-E
(5)
Screen title
(13)
Display area
(6)
Welding voltage
(14)
Parameter list
(7)
Sheet thickness
(15)
Function key functions
(8)
Date
-
F1 "Store as job"
-
F2 "Create new characteristic
point"
-
F3 "Optimize characteristic"
-
F4 "Filler metal"
-
F5 "Internal/External"
(1)
(2)
(3)
(4) (5)
(6)(7)
(8)
(9)
(10)
(11)
(12)
(13)
(14)
(15)
(3)(4)
(2)
(1)
(6)
(7)
(8)
(5)
Содержание RCU 5000i
Страница 2: ...2 ...
Страница 4: ...4 ...
Страница 151: ...151 EN Welding information screen for seam 2 section 1 The welding data of the respective section is displayed ...
Страница 154: ...154 Information Save complete screen Removing a memory card Save complete The memory card can now be removed 2 ...
Страница 200: ...200 Backup screen All data from the remote control unit are sa ved onto the memory card ...
Страница 202: ...202 Restore screen The last Data screen called up appears ...
Страница 207: ...207 EN Machine pre sets MIG MAG screen MIG MAG screen appears ...
Страница 210: ...210 Machine pre sets e g MIG MAG screen The last Data screen called up appears ...
Страница 242: ...242 ...
Страница 243: ...Appendix ...
Страница 244: ...244 Spare parts list RCU 5000i ...
Страница 245: ...245 ...
Страница 246: ...246 ...
Страница 247: ...247 ...







































































