





























80
da
–
Transportakslen (
21
), der sikrer arbejdets tilspændingsbevægelse vha. trans-
porthjulene, drives af værktøjsspindlen via 2 snekkedrevtrin.
–
Tilspændingsbevægelsen kan tændes og slukkes med tilspændingskoblingsgre-
bet (
28
). En glidekobling beskytter tilspændingsgearet mod overbelastning.
Værktøjsspindlens lejring er særdeles stiv. Det oliebadsmurte hovedgear til at drive
værktøjsspindlen består af et planet- og snekkedrevtrin.
Gearet er dimensioneret på en sådan måde, at jævnlig fastbremsning af kæden er
mulig, uden at der opstår skader. Alle gearaksler kører i valselejer.
Maskinrammen med akslerne har til opgave at føre den påspændte rørfræsemaski-
ne på røret samt at overføre skære- og tilspændingskræfter.
–
Tilpasning til den pågældende udvendige rørdiameter nås ved at indstille løbe-
akslen (
10
).
Opspændingskæderne sættes sammen af enkelte, ens kædestykker.
Antallet af kædestykker, der er brug for, og længden på opspændingskæderne
afhænger af den udvendige rørdiameter.
Transport.
Risiko for tilskadekomst når rørfræsemaskinen transporteres.
Rørfræsema-
skinen må kun transporteres i de medleverede bæreremme (
34
) eller af
mindst tre personer.
Før ibrugtagning.
Risiko for tilskadekomst hvis emnet bevæger sig uventet. Sikr emnet mod
uventede bevægelser før bearbejdning.
Når emnet bearbejdes, er der fare for,
at emnet kan komme til at rulle, falde ned eller forskyde sig uventet.
Maskinen må kun bruges i teknisk, fejlfri stand.
Kontroller altid maskinen for
slidte eller beskadigede indsatsværktøjer og komponenter, før den tages i
brug. Slidte eller beskadigede indsatsværktøjer og komponenter skal omgå-
ende erstattes af nye.
Forarbejde på røret, der skal bearbejdes.
–
Rør, der skæres på lagerpladsen, underlægges på en sådan måde, at indsatsværk-
tøjet ikke klemmes fast.
–
Ved nedlagte rør skal der overholdes en afstand på mindst 50 cm til væggen
nede i udgravningen/minen for hver meter, målt fra den udvendige side af røret.
–
Bearbejdningsfladen skal være fri for snavs og jord. Bløde beskyttelsesovertræk
skal fjernes forinden fra bearbejdningsfladen.
–
Skæreværktøjet skal vælges, så det passer til rørmaterialet, den krævede bear-
bejdningsform og kølesmøringen.
–
Fjern svejsesømmene i området omkring løbehjulene og kæderne.
Yderligere informationer fås hos smøre- og kølemiddelleverandøren. (se også tryk-
luftkølesmøreudstyr 9 12 01 002 00 4)
Smøremiddel ved 0°C:
–
Smøremiddel BIOCUT 1L - 3 21 32 039 00 0
–
Smøremiddel BIOCUT 5L - 3 21 32 040 00 0
Smøremiddel bis 25°C:
–
Smøremiddel 1L - 3 21 32 042 00 0
–
Smøremiddel 5L - 3 21 32 043 00 0
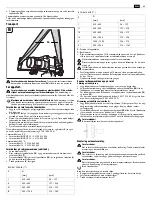
Forarbejde på rørfræsemaskinen (se billede A).
–
Klemgrebet (
11
) løsnes.
–
Værktøjsspindeldokken (
16
) køres op med håndsvinget (i værktøjskuffert) på
indstillingsudstyret (
7
).
–
Passkruerne (
9
) fjernes og løbeakslen (
10
) ommonteres på den aktuelle, udven-
dige rørdiameter iht. oplysningerne i tabel (4).
–
Passkruerne (
9
) spændes fast igen.
P: Position for løbeaksel
D: Rørdiameter
–
Spændeanordningerne (
1
) til opspændingskæder køres ud ved at dreje på fje-
dercylinderen, så der er nok spændevej, når rørfræsemaskinen er sat på.
Opspændingskæderne kombineres, så de passer til den udvendige rørdiame-
ter.
Rørfræsemaskinen anbringes på røret og sikres med løftegrej, så den ikke kan
skride væk.
Føringskæden kombineres med kædespænder, så den passer til den udven-
dige rørdiameter.
–
Føringskæden fastgøres 10 mm ved siden af opspændingskæden over for fræ-
seværktøjet. Afstanden mellem bolten til føringskæden og bolten til opspæn-
dingskæden er 10 mm.
–
Kontroller afstanden på omfanget mindst tre gange.
Spænding af rørfræsemaskinen på røret.
Positionering af ledkæderne.
–
De endnu åbne ledkæder på begge sider af rørfræsemaskinen lægges hen over
røret.
–
Rørfræsemaskinen løftes, og ledkæderne skubbes ind under kædehjulene (
20
),
så ledkæderne griber ind i tænderne, når rørfræsemaskinen er sat på.
–
Ledkæderne føres med deres frie ender hen over kædehjulene for spændeaksel
(
14
) og lask (
19
).
–
De to ender på ledkæden lukkes med bolten (3 02 17 216 00 4) og sikres med
to sikringsringe (4 26 34 020 00 5).
Spænding af ledkæderne (se billede A).
–
Ledkæderne lægges først let på røret ved at dreje på de to fjedercylindere (
1
).
Til nøjagtig justering skubbes rørfræsemaskinen nogle gange frem og tilbage i
røromfangets retning.
–
Ledkæderne spændes ved at dreje på fjedercylinderne, til stiften (
23
, billede A)
står i fjedercylinderens aflange hul i noten, der er stukket i i starten.
–
Under skærearbejdet skal der holdes øje med stiftens position. Skulle røret
være urundt, skal der efterspændes eller løsnes. Alle 4 håndgreb fjernes før
skæringen.
Risiko for uheld!
Fjedercylinderen må ikke spændes yderligere ud over dette punkt!
Montering af indsatsværktøjerne.
Fare for kvæstelse
Risiko for tilskadekomst som følge af utilsigtet tænding. Før indsatsværktøjet
monteres, trækkes netstikket ud.
Fare for kvæstelse
Fare for at skære sig på indsatsværktøjets skarpe klinger. Der skal bruges
beskyttelseshandsker, når indsatsværktøj monteres og afmonteres.
Fare for kvæstelse
Fare for forbrænding som følge af det varme indsatsværktøj. Der skal bruges
beskyttelseshandsker, når indsatsværktøj afmonteres.
Brug sikkerhedshandsker.
B
34
RSG Ex 1500 A/B (**)
P
DK
[mm]
[inch]
I
250 – 400
9.8 – 15.7
II
400 – 600
15.7 – 23.6
III
600 – 900
23.6 – 35.3
IV
900 – 1500
35.3 – 58.9
RSG Ex 18 A/B (**)
P
DK
[mm]
[inch]
I
250 – 400
9.6 – 15.7
II
400 – 600
15.7 – 23.6
III
600 – 800
23.6 – 31.5
IV
800 – 1000
31.5 – 39.4
V
1000 – 1300
39.4 – 51.2
VI
800 – 3000
51.2 – 118.1
Содержание RSG Ex 1500 A Series
Страница 1: ...RSG Ex 1500 A 7 360 RSG Ex 1500 B 7 360 RSG Ex 18 A 7 360 RSG Ex 18 B 7 360...
Страница 282: ...282 th 4 a b c d e f g h 5 a RSG Ex 20 A HSS 16 3 6 21 2 28 10 34 B 34...
Страница 290: ...290 th www fein com CE EFTA European Free Trade Association EU EFTA FEIN C E Fein GmbH D 73529 Schw bisch Gm nd...
Страница 298: ...298 ja RSG Ex 3 2 3 3 I 3 2 3 FEIN 3 07 02 041 01 4 A 293 294 295 294 296 FEIN 11...







































































