




























27
it
Questo può aumentare sensibilmente la sollecitazione da
vibrazioni per l’intero periodo di lavoro.
Per la precisa valutazione della sollecitazione da vibra-
zioni dovrebbero essere considerati anche i tempi in cui
l’apparecchio è spento oppure è acceso ma non effettiva-
mente in funzione. Questo può ridurre considerevol-
mente la sollecitazione da vibrazioni per l’intero periodo
di lavoro.
Stabilire ulteriori misure di sicurezza per la protezione
dell’operatore dall’azione delle vibrazioni, come ad
esempio: manutenzione dell’elettroutensile e degli acces-
sori, mantenimento mani calde, organizzazione delle pro-
cedure operative.
Istruzioni per l’uso.
Condurre l’elettroutensile solamente acceso verso
il pezzo in lavorazione.
Durante il taglio tenere l’elettroutensile possibilmente in
modo verticale rispetto alla superficie del pezzo in lavo-
razione.
Condurre l’elettroutensile in modo uniforme e con leg-
gera spinta in direzione di taglio. Un avanzamento troppo
veloce riduce sensibilmente la durata degli accessori.
Non tagliare lamiere ai punti di saldatura. Non tagliare
lamiere a più strati che superano lo spessore massimo del
materiale.
Per aumentare la durata di punzone e matrice si consiglia
di applicare un lubrificante lungo la linea di taglio prevista:
–
per tagli in lamiera d’acciaio: pasta da taglio oppure
olio da taglio,
–
per tagli in alluminio: petrolio.
Per tagli in centro lamiera è necessario eseguire prima un
foro di partenza, diametro del foro vedi «Dati tecnici».
Spegnere l’elettroutensile solamente dopo averlo
estratto dalla traccia di taglio.
L’indicazione per punzoni e matrici usurati è la forza di
avanzamento necessaria sensibilmente aumentata con
limitato avanzamento del lavoro.
BLK1.3TE/BLK1.3CSE/BLK1.6E/BLK1.6LE:
Punzone e
matrice non possono essere riaffilati.
BLK2.0E/BLK3.5/BLK5.0:
Il punzone – non la matrice –
può essere riaffilato se la lunghezza minima del punzone
riaffilato non supera la lunghezza minima per la matrice.
BLK2.0E/BLK3.5:
In caso di taglio seguendo una sagoma, la
sagoma viene seguita con la parte inferiore cilindrica della
guida del punzone. La distanza tra la sagoma e l’effettivo
bordo di taglio è di 2,5 mm.
La sagoma dovrebbe avere uno spessore minimo di
2 mm, lo spessore complessivo di sagoma e pezzo in
lavorazione non deve essere superiore a 5,5 mm.
BLK1.6E:
Per la lavorazione di lamiere con gole profonde
può essere montato il set profili 160 fornibile come
optional. (vedi pagina 14)
Manutenzione ed Assistenza Clienti.
In caso di condizioni di impiego estreme
durante la lavorazione di metallo è possibile
che polvere conduttrice si depositi all’interno
dell’elettroutensile. L’isolamento di protezione dell’elet-
troutensile può esserne pregiudicato. Soffiare spesso la
parte interna dell’elettroutensile attraverso le fessure di
ventilazione con aria compressa asciutta e senza olio ed
inserire a monte un interruttore di sicurezza (FI).
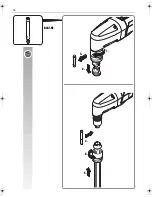
Ingrassare leggermente le superfici di scorrimento
tra supporto della matrice e punzone.
Se il cavo di collegamento dell’elettroutensile è danneg-
giato, lo stesso deve essere sostituito dalla FEIN oppure
da un’officina autorizzata FEIN per evitare pericoli per la
sicurezza.
In caso di necessità è possibile sostituire da soli le
seguenti parti:
Utensili ad innesto
Responsabilità per vizi e garanzia.
La prestazione di garanzia sul prodotto è valida secondo
la relativa normativa vigente nel Paese in cui avviene
l’immissione sul mercato. Inoltre la FEIN riconosce la
garanzia conformemente alla dichiarazione di garanzia
produttore FEIN.
Nel modello di fornitura del Vostro elettroutensile può
essere contenuta anche solo una parte degli accessori
descritti o illustrati nelle presenti istruzioni per l’uso.
Dichiarazione di conformità.
La Ditta FEIN dichiara sotto la propria responsabilità che
il presente prodotto corrisponde alle norme applicabili
riportate sull’ultima pagina delle presenti istruzioni per
l’uso.
Documentazione tecnica presso: C. & E. FEIN GmbH,
C-DB_IA, D-73529 Schwäbisch Gmünd
Misure ecologiche, smaltimento.
Portare ad un centro di raccolta adibito ad un riciclaggio
eseguito secondo criteri ecologici gli imballaggi, gli elet-
troutensili e gli accessori scartati.
Matrice
Lunghezza minima del punzone
BLK2.0E:
3 01 09 141 00 3
45 mm
BLK3.5:
3 13 09 093 00 3
51,5 mm
3 13 09 094 00 1
51,5 mm
BLK5.0:
3 13 09 109 00 2
58,8 mm
3 13 09 107 00 0
56,6 mm
3 13 09 108 00 8
54,5 mm
OBJ_BUCH-0000000022-002.book Page 27 Monday, February 27, 2012 1:14 PM
Содержание BLK1.3TE
Страница 4: ...4 BLK3 5 BLK5 0 2 1...
Страница 5: ...5 1 2 3 3 5 4 8x45 BLK1 3TE CSE BLK1 6E BLK1 6LE BLK2 0E...
Страница 6: ...6 2 2 1 2 3 1 3 90 90 0 90 90 0 2 3x90 BLK3 5 BLK5 0...
Страница 8: ...8 BLK1 6LE 3 4 2 5 1 6 3 1 6 4 2 5 BLK1 3TE CSE BLK1 6E BLK2 0E...
Страница 9: ...9 1 2 90 45 11 10 9 90 45 3 5 4 8 180 180 7 6 BLK3 5...
Страница 10: ...10 BLK5 0 1 90 2 45 9 3 8 180 11 90 10 45 7 6 5 4 180...
Страница 11: ...11 6 BLK1 3TE CSE BLK1 6E BLK2 0E 4 3 1 2 2 1 5 3 4 3 4 2 1 5 6...
Страница 12: ...12 1 3 2 4 5 1 2 3 4 4 mm 4 mm BLK3 5 BLK5 0...
Страница 13: ...13 BLK1 6LE 7 8 2 3 4 5 6 1...
Страница 14: ...14 BLK1 6E 4 5 3 2 1 6...
Страница 15: ...15 BLK1 6E BLK1 6LE BLK3 5 BLK5 0...
Страница 40: ...40 el FEIN FEIN FEIN C E FEIN GmbH C DB_IA D 73529 Schw bisch Gm nd...
Страница 83: ...83 ru FEIN FEIN FEIN C E FEIN GmbH C DB_IA D 73529 Schw bisch Gm nd...
Страница 90: ...90 bg FEIN FEIN FEIN C E FEIN GmbH C DB_IA D 73529 Schw bisch Gm nd...
Страница 109: ...109 th th P1 W W P2 W W n0 min min 1 rpm r min rpm nS m min m min U V V f Hz Hz M mm mm mm mm mm mm 400 N mm2 Fe 400...
Страница 112: ...112 th RCD FEIN FEIN FEIN FEIN FEIN C E FEIN GmbH C DB_IA D 73529 Schw bisch Gm nd...
Страница 119: ...119 ar C E FEIN GmbH C DB_IA D 73529 Schw bisch Gm nd...
Страница 122: ...122 ar P1 W P2 W n0 min min 1 rpm r min nS m min U V f Hz M mm mm...







































































