


















FCI Electronics
Manual Part No. 415988-001
Issued: (03/12/99)
Page 5 of 18
Rev. 05/18/06 EC V06-0481
Revision C
Principles of Operation
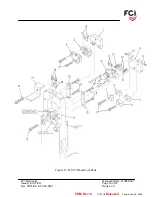
The lever attaches to the lower tooling and provides the mechanical advantage to generate the necessary
crimping pressure. As the lever is closed, a ratchet mechanism engages to prevent the lever from
opening until the crimping cycle is complete. When the lever is pulled closed, the lower tooling and
terminal are pushed up against the upper tooling. The crimp is formed between the wire and insulation
barrel anvils and the wire and insulation crimpers. Once closed, the ratchet releases and allows a spring
to pull the lever open.
Specifications
(See TA-75, TA-146)
When crimping the Mini PV™ to wires, the following parameters must be met.
Wire Length Requirements:
•
Minimum ……………………………………..19.05 mm (0.75 in.)
•
Maximum …………………………………….As Required
Insulation Diameters of Wires:
•
"A" Side (28-32 AWG) ………………………0.71-1.37 mm (0.028-0.054 in.) Dia.
•
"B" Side (22-26 AWG) ………………………0.91-1.52 mm (0.036-0.060 in.) Dia.
Strip Length of Insulation:
•
Discrete and Latch
Housing Applications ……………………….3.81-4.31 mm (0. 150- 0.170 in.)
•
Rod Housing
Applications ………………………………….3.30-3.81 mm (0. 130-0.150 in.)
Wire Barrel Crimp Height:
(For All Applications)
•
Single Wire 22-26 AWG or
Two Wires 26-28 AWG ……………………..0.81-0.86 mm (0.032-0.034 in.)
•
Single Wire 28-32 AWG or
Two Wires 30-32 AWG ……………………..0.66-0.71 mm (0.026-0.028 in.)
Insulation Barrel Crimp Height:
•
Discrete Application …………………………2.84 mm (0. 112 in.) Max.
•
Latch and Rod Housing
Applications ………………………………….1.75 mm (0.069 in.) Max.
Mini PV™ Receptacles:
•
Loose Piece ………………………………….22-32 AWG
NOTE:
Loose piece terminals have different part numbers than reeled terminals.
PDM: Rev:C Released .
STATUS: Printed: Feb 09, 2009







































































