

















Functional characteristics
Machine configuration menu
099-0M37XM-EW501
16.07.2018
29
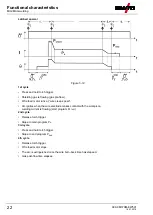
1 Preparation
• Switch off the welding machine.
• Unscrew the gas nozzle from the welding torch.
• Trim the welding wire so that it is flush with the contact tip.
• Retract the welding wire a little (approx. 50 mm) on the wire feeder. There should be no more welding
wire in the contact tip at this point.
2 Configuration
• Press and hold the “Welding power rotary knob”; at the same time switch on the welding machine (at
least 2 s). Release the rotary knob (after a further 5 s the device will switch to the cable resistance 1
parameter).
• Turn the “Welding power rotary knob” to select the appropriate parameter. The “rL1” parameter has to
be adjusted for all machine combinations.
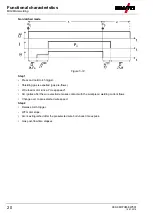
3 Alignment/Measurement
• Applying slight pressure, put the welding torch in place with the contact tip on a clean, purged location
on the workpiece and then press the torch trigger for approx. 2 seconds. A short-circuit current will
flow briefly, which is used to determine and display the cable resistance. The value can be between
0
mΩ and 40 mΩ. The new value is immediately saved without requiring further confirmation. If no
value is shown on the right-hand display, then measurement failed. The measurement must be
repeated.
4 Restoring welding standby mode
• Switch off the welding machine.
• Screw the gas nozzle onto the welding torch.
• Switch on the welding machine.
• Insert the welding wire again.
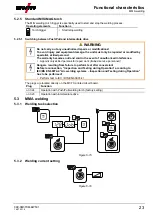
5.5.3
Power-saving mode (Standby)
You can activate the power-saving mode by setting a parameter in the machine configuration menu (time-
controlled power-saving mode
)
> see 5.5 chapter
.
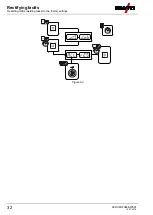
When power-saving mode is activated, the machine displays show the horizontal digit in the
centre of the display only.
Pressing any operating element (e.g. turning a rotary knob) deactivates power-saving mode and the
machine is ready for welding again.