






















Functional characteristics
Special parameters (advanced settings)
24
099-0M37XM-EW501
16.07.2018
5.3.3
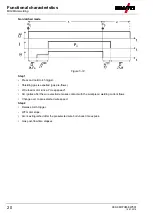
Arcforce
Figure 5-17
Setting:
• Negative values: rutile electrode types
• Values at zero: basic electrode types
• Positive values: cellulose electrode types
5.3.4
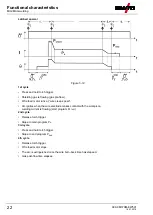
Hotstart
The function hot start ensures a secure igniting of the arc and a sufficient heating to the still cold parent
metal at the beginning of the welding process. The ignition takes place here with increased current (hot
start current) over a certain time (hot start time).
A = Hot start current
B = Hot start time
C = Main current
I =
Current
t =
Time
Figure 5-18
5.3.5
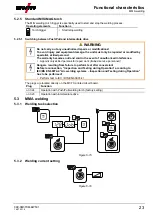
Antistick
The Antistick feature prevents the electrode from annealing.
Should the electrode stick despite the Arcforce feature, the machine
automatically switches to the minimum current within approx. one
second. This prevents the electrode from annealing. Check the welding
current setting and correct for the welding task in hand.
Figure 5-19
5.4
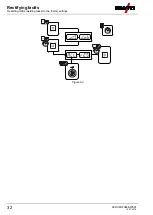
Special parameters (advanced settings)
Special parameters (P1 to Pn) are applied for customer-specific configuration of machine functions. This
allows the user maximum flexibility in optimising their requirements.
These settings are not configured directly on the machine control since a regular setting of the
parameters is generally not required. The number of selectable special parameters can deviate between
the machine controls used in the welding system (also see the relevant standard operating instructions).
If required, the special parameters can be reset to the factory settings
> see 5.4.2 chapter
.







































































