



























User Manual
–
CybTouch series
CybTouch series
–
User Manual
J
AN
.
2020
V5.0
50/98
To call (load) a program:
1.
Touch the Program number (e.g.
P1
).
2.
Touch
Call program
.
3.
Select the program to be loaded from the list (e.g.
002
for
P2
).
4.
The selected program (
P2
) is then loaded into the work memory and is ready to be
used.
To delete a program:
1.
Touch the Program number (e.g.
P1
).
2.
Touch
Delete program
.
3.
Select from the list the program to be deleted.
4.
Touch
to confirm.
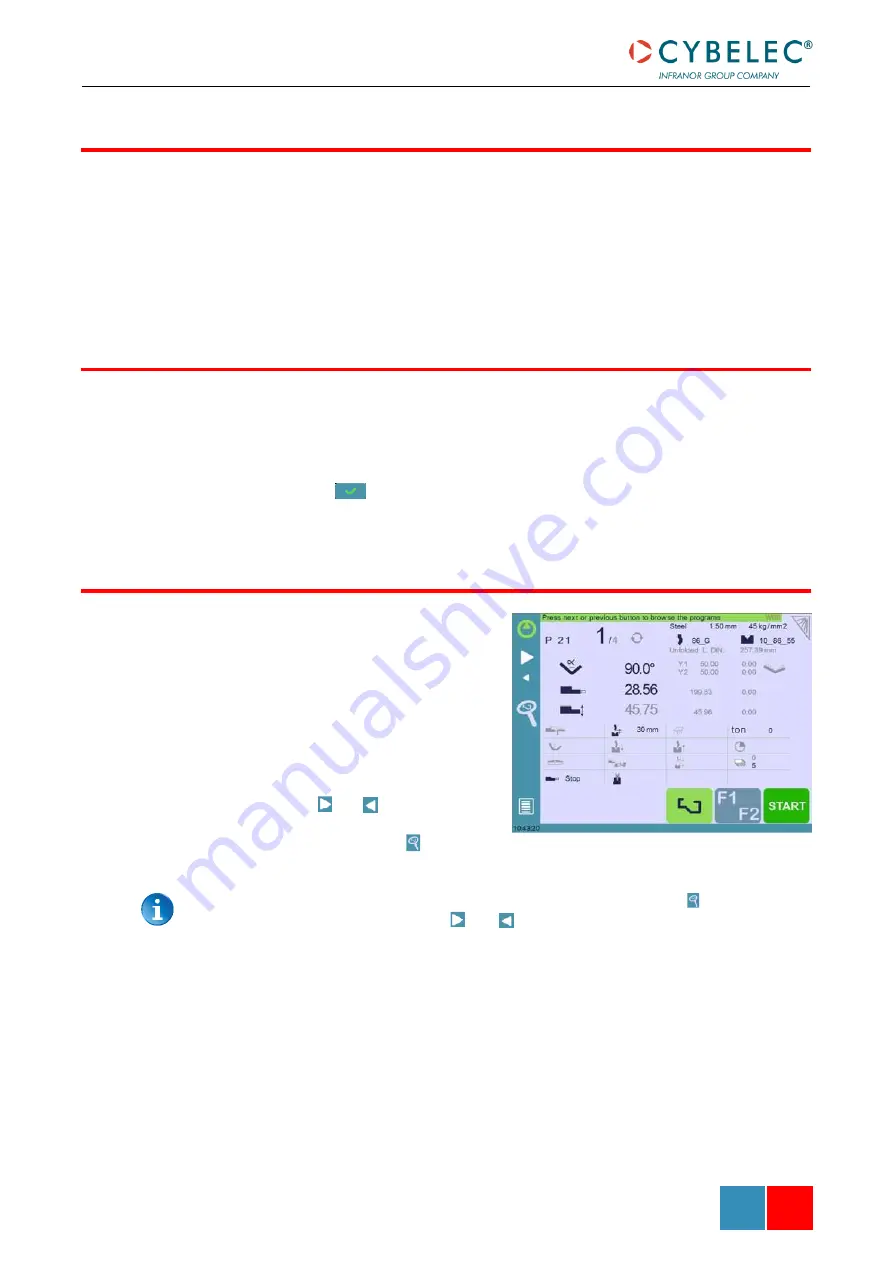
This function allows browsing visually
through the programs and is particularly
useful for graphic parts.
To browse programs:
1.
Touch the Program number (e.g.
P21).
2.
Touch
Browse programs
.
3.
Browse through programs using
the
and .
4.
Validate your choice by touching
the browsing icon .
The browsing function remains active as long as the browsing icon is displayed.
Touching anything else but the and arrows will close the browsing mode.
L
OADING A
P
ROGRAM
D
ELETING A
P
ROGRAM
B
ROWSING
P
ROGRAMS
Содержание CybTouch 12PS
Страница 1: ...CybTouch Series User Manual JANUARY 2020 V5 0 for Synchronized Press Brakes ...
Страница 6: ...User Manual CybTouch series CybTouch Series User Manual JAN 2020 V5 0 5 63 ...
Страница 10: ...User Manual CybTouch series CybTouch Series User Manual JAN 2020 V5 0 9 63 SCREEN MAP ...
Страница 11: ...User Manual CybTouch series CybTouch series User Manual JAN 2020 V5 0 10 98 SCREEN MAP CONTINUED ...







































































