



























page 110
page 110
page 110
page 110
page 110
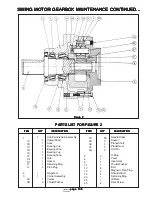
160B&C TM
800-00140
15. Place the eight grade 8 bolts (12) into the remaining bolt holes and tighten.
16. Apply 23-27 Ft. Lbs. of torque to all bolts.
17. Apply a light coat of "Never-Seize" to both pipe plugs (13). Tighten pipe plugs (13) into the two pipe plug holes
on cover (6).
18. Roll test the unit in both clockwise and counter-clockwise directions. Perform the same number of turns as the
ratio of the unit. The ratio is the last two digits of the model number found on the unit's ID tag. For example:
unit S1C544S4 should be rolled four times in each direction.
19. Leak test the unit at a pressure of 5 PSI for 2-3 minutes.
20. At this point the main assembly is complete.
TOOLING
TOOLING
TOOLING
TOOLING
TOOLING
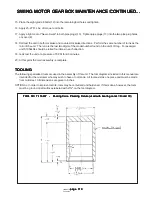
The following specialized tools are used in the assembly of this unit. The tool diagrams included in this manual are
intended for the customer who may wish to have a tool made. All tools exist as one piece and must be made
from mild steel. All dimensions are given in inches.
OPTIONAL: In order to improve tool life, tools may be carburized and hardened. If this is done, however, the tools
must be ground on all surfaces labeled with a "G" on the tool diagram.
TOOL NO. T-116407 - Bearing Cone Pressing Fixture (used with bearing cones 1D and 1F).
TOOL NO. T-116407 - Bearing Cone Pressing Fixture (used with bearing cones 1D and 1F).
TOOL NO. T-116407 - Bearing Cone Pressing Fixture (used with bearing cones 1D and 1F).
TOOL NO. T-116407 - Bearing Cone Pressing Fixture (used with bearing cones 1D and 1F).
TOOL NO. T-116407 - Bearing Cone Pressing Fixture (used with bearing cones 1D and 1F).
SWING MOTOR GEARBOX MAINTENANCE CONTINUED...
SWING MOTOR GEARBOX MAINTENANCE CONTINUED...
SWING MOTOR GEARBOX MAINTENANCE CONTINUED...
SWING MOTOR GEARBOX MAINTENANCE CONTINUED...
SWING MOTOR GEARBOX MAINTENANCE CONTINUED...





















































