





















INSTRUCTION MANUAL
Semi-automatic BOV Filling Machine Z-2323
A0310.02.2323.905.1.EN
Page 34/39
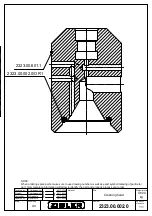
Replacing flat gasket of filling head
Condition of this sealing should be checked whenever symptoms of head leakage are occurring. Flat
sealing of product head is replaced as follows:
1.
Close the inlet of the product to the cylinder by tightening the knurled screw [Fig. 9, pos. 1]
of the product cylinder non-return valve after loosening the securing nut [Fig. 9, pos. 2].
2.
Disable product supply to the machine. It involves switching off any installed product
pumps and emptying whole installation supplying product to the machine.
3.
Place empty aerosol container with crimped valve under the filling head. Using footswitch
START perform single filling cycle on empty container.
4.
Disable compressed air supply. It involves closing the main cut-off valve and emptying
whole pneumatic installation supplying the machine.
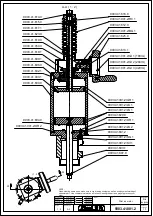
5.
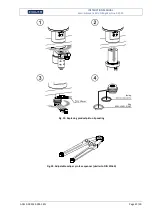
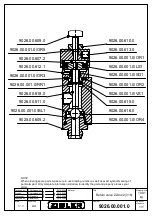
Block the filling head connector using 22 mm flat wrench and unscrew the filling head using
17 mm flat wrench (insert wrench between spring coils) - Fig. 23, pos. 1.
6.
Pull gently up and remove the spring, spring mounting washer and covering sleeve - Fig. 23,
pos. 2.
7.
Hold the filling head body with a 17 mm flat wrench and unscrew filling head terminal [Fig.
23, pos. 3] using the bigger end of service key [Fig. 21].
8.
Replace the flat gasket 9003.34.607.0 - Fig. 23, pos. 4. Before placing the seal, lubricate it
with pneumatic oil.
9.
After sealing replacement assemble the elements in a reverse sequence.
Summary of Contents for Z-2323
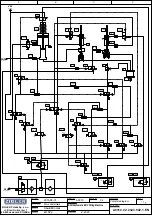
Page 42: ...PNEUMATIC DIAGRAMS ...







































































