





















For Service Engineers
Service Information
7/120
SI1906002J-002 : YSP10 installation and adjustment procedures
1.2.2. How to use the L-type line alignment jig with the glass board’s frame
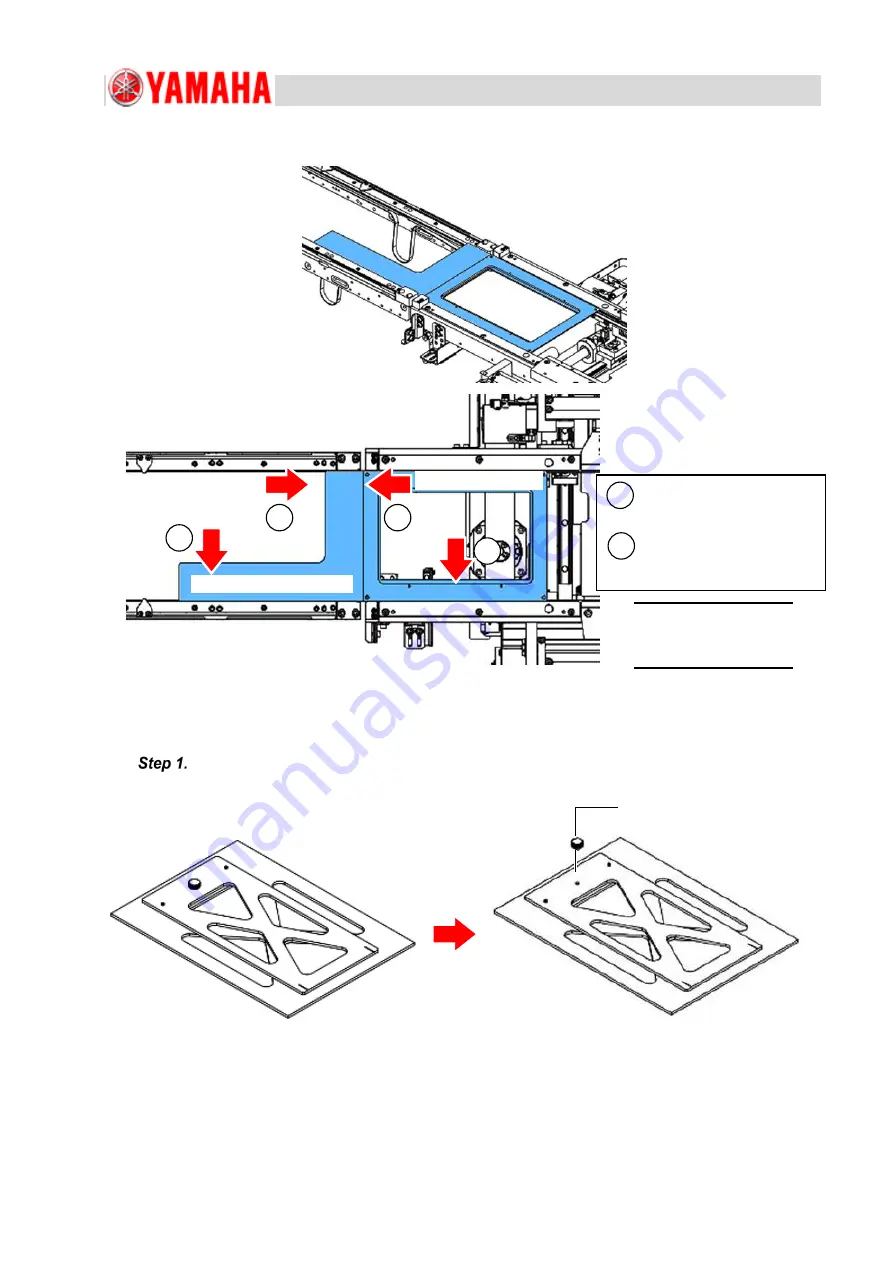
1.2.3. How to use the offset line alignment jig set
Before using the offset line alignment jig, reassemble the LINE MEASURE 1 in advance.
Remove the knob of the LINE MEASURE 1.
KKE-M8811-00, see Note.
Glass board’s frame
2
2
1 Fit the jigs against the
conveyor rail in the direction
of arrows
.
2 While preserving the
condition of
, press the
jigs with each other.
Note
KKE-M8811-10 can
also be used.
Remove the knob.
LINE MEASURE 1
(
KLF-M8810-A0
)
1
1





















































