

























Maintenance
3403
−
2/A1
RT-flex58T-D
Winterthur Gas & Diesel Ltd.
Tools:
Key to Illustrations:
2 RUD-eye bolts
94040
−
M20
1 Cylinder block
5 Allen screw
1 Working platform
94142
2 Piston rod
6 Compression shim
2 Lifting bosses
GF 94333A
3 Piston rod foot
7 Elastic stud
2 Suspension chains
GF 94333B
4 Crosshead pin
8 Dowel pin
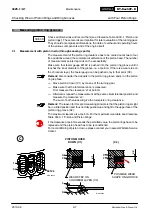
1.
Fitting and removing compression shim
A
94142
4
2
I - I
GF 94333A
3
2
5
I
I
WCH01039
Remark:
Pay attention to:
−
General Guidelines for Lifting Tools
−
Utilization of Working Platform
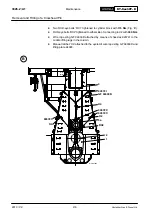
⇒
Turn crank of the cylinder concerned to Approx. 160
_
before B.D.C.
⇒
Install working platform 94142 according to the instruction in 3301
−
1.
⇒
Loosen the nuts of the elastic studs for the screwing of piston rod foot 3 and
crosshead pin 4, as described in
.
⇒
Fasten lifting bosses GF 94333A and tighten their oiled Allen screws 5 on the
piston rod foot with
140 Nm
.
⇒
Screw two RUD-eye bolts 94040
−
M20 into cylinder block 1 and tighten them
with
115 Nm
. Connect suspension chains GF 94333B (View
I
).
⇒
Remove the working platform.
Piston
Changing the Compression Shims
V2 / 2013
Summary of Contents for WARTSILA RT-flex58T-D
Page 8: ...Intentionally blank ...
Page 10: ...Intentionally blank ...
Page 12: ...Intentionally blank ...
Page 14: ...Intentionally blank ...
Page 20: ...Intentionally blank ...
Page 32: ...Intentionally blank ...
Page 58: ...Intentionally blank ...
Page 66: ...Intentionally blank ...
Page 72: ...Intentionally blank ...
Page 84: ...Intentionally blank ...
Page 88: ...Intentionally blank ...
Page 92: ...Intentionally blank ...
Page 120: ...Intentionally blank ...
Page 122: ...Intentionally blank ...
Page 124: ...Intentionally blank ...
Page 132: ...Intentionally blank ...
Page 136: ...Intentionally blank ...
Page 148: ...Intentionally blank ...
Page 152: ...Intentionally blank ...
Page 156: ...Intentionally blank ...
Page 168: ...Intentionally blank ...
Page 176: ...Intentionally blank ...
Page 186: ...Intentionally blank ...
Page 192: ...Intentionally blank ...
Page 196: ...Intentionally blank ...
Page 200: ...Intentionally blank ...
Page 214: ...Intentionally blank ...
Page 234: ...Intentionally blank ...
Page 238: ...Intentionally blank ...
Page 242: ...Intentionally blank ...
Page 256: ...Intentionally blank ...
Page 264: ...Intentionally blank ...
Page 272: ...Intentionally blank ...
Page 280: ...Intentionally blank ...
Page 282: ...Intentionally blank ...
Page 290: ...Intentionally blank ...
Page 296: ...Intentionally blank ...
Page 300: ...Intentionally blank ...
Page 312: ...Intentionally blank ...
Page 314: ...Intentionally blank ...
Page 318: ...Intentionally blank ...
Page 334: ...Intentionally blank ...
Page 340: ...Intentionally blank ...
Page 348: ...Intentionally blank ...
Page 352: ...Intentionally blank ...
Page 356: ...Intentionally blank ...
Page 358: ...Intentionally blank ...
Page 362: ...Intentionally blank ...
Page 366: ...Intentionally blank ...
Page 370: ...Intentionally blank ...
Page 380: ...Intentionally blank ...
Page 384: ...Intentionally blank ...
Page 386: ...Intentionally blank ...
Page 392: ...Intentionally blank ...
Page 402: ...Intentionally blank ...
Page 412: ...Intentionally blank ...
Page 414: ...Intentionally blank ...
Page 438: ...Intentionally blank ...
Page 440: ...Intentionally blank ...
Page 444: ...Intentionally blank ...
Page 454: ...Intentionally blank ...
Page 498: ...Intentionally blank ...







































































