






















Maintenance
1224
−
1/A1
RT-flex58T-D
Winterthur Gas & Diesel Ltd.
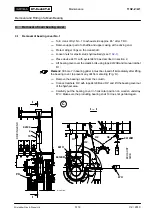
Tools:
Key to Illustrations:
1 Turning-out device
94155
1 Thrust bearing flange
5 Screws with locking
for engines with
2, 2a Thrust bearing pads
plates
1-part gear wheel
3 Gear wheel
6 Bearing cover
1 Turning-out device
94155A
on thrust bearing flange
7 Oil baffle, upper part
for engines with
4 Holder
2-part gear wheel
1 Eye bolt M16
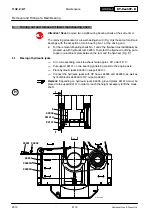
1.
Removal
⇒
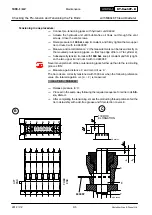
Remove screws 5 to both holders 4 (Fig. ’A’).
⇒
In addition, to ensure a better access for the removal of thrust bearing pads 2
(ASTERN operation), the upper part of oil baffle 7 (Fig. ’B’) is also to be re-
moved (see
⇒
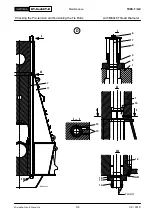
Insert and laterally fasten turning-out device 94155 or 94155A as illustrated
on Fig. ’B’.
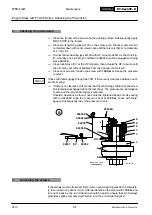
⇒
The crankshaft is then to be turned with the turning gear until an eye bolt M16
can be screwed into a pad which can then be lifted up and removed one by
one.
Remark:
When only a few thrust bearing pads of a row are to be removed the
crankshaft is located in its axial position by the remaining pads. When all thrust
bearing pads must be removed then the crankshaft must be prevented from sliding
axially. Therefore, insert a piece of hardwood of the same thickness in place of the
thrust bearing pad.
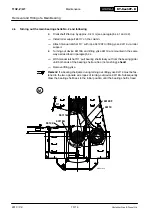
2.
Fitting
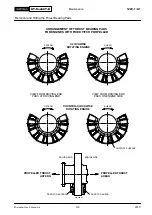
Make absolutely sure that all the thrust bearing pads are meticulously clean and
smeared with fresh engine oil; the thrust bearing pads must all be replaced in their
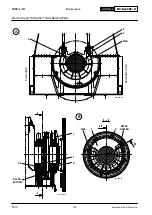
original position. Note the numbering of the individual pads! Also refer to the follow-
ing pages for the arrangement of thrust bearing pads on engines with fixed pitch
propellers (F.P.P.) and controllable pitch propellers (C.P.P.) respectively.
For fitting the thrust bearing pads tools 94155 or 94155A respectively can also be
utilized. Note in this respect that the first pad, when pushed in, rests against the
tool. The following thrust bearing pads can then be fitted one after the other while
simultaneously turning the crankshaft. The thrust bearing pads should slide in
without effort to their end position.
With all the thrust bearing pads in position the distances from the outermost pads
on the fuel side and on the exhaust side to the upper edge of the bedplate must be
equal. The holders 4 can now be refitted. Subsequently check the clearance be-
tween holder and thrust bearing pads 2 and 2a (see Clearance Table
’Crankshaft and thrust bearing’).
Attention!
After fitting the thrust bearing pads immediately remove tool 94155 or
94155a respectively.
Remark:
When fitting new or remetalled thrust bearing pads, care must be taken
that their thickness (final dimension) corresponds exactly with the neighboring
pads.
When replacing a complete row of new or remetalled thrust bearing pads the clear-
ance must be adjusted to the original values (see Clearance Table 0330
−
1 ’Crank-
shaft and thrust bearing’ and
Thrust Bearing
Removal and Fitting the Thrust Bearing Pads
2013
CHECK
Summary of Contents for WARTSILA RT-flex58T-D
Page 8: ...Intentionally blank ...
Page 10: ...Intentionally blank ...
Page 12: ...Intentionally blank ...
Page 14: ...Intentionally blank ...
Page 20: ...Intentionally blank ...
Page 32: ...Intentionally blank ...
Page 58: ...Intentionally blank ...
Page 66: ...Intentionally blank ...
Page 72: ...Intentionally blank ...
Page 84: ...Intentionally blank ...
Page 88: ...Intentionally blank ...
Page 92: ...Intentionally blank ...
Page 120: ...Intentionally blank ...
Page 122: ...Intentionally blank ...
Page 124: ...Intentionally blank ...
Page 132: ...Intentionally blank ...
Page 136: ...Intentionally blank ...
Page 148: ...Intentionally blank ...
Page 152: ...Intentionally blank ...
Page 156: ...Intentionally blank ...
Page 168: ...Intentionally blank ...
Page 176: ...Intentionally blank ...
Page 186: ...Intentionally blank ...
Page 192: ...Intentionally blank ...
Page 196: ...Intentionally blank ...
Page 200: ...Intentionally blank ...
Page 214: ...Intentionally blank ...
Page 234: ...Intentionally blank ...
Page 238: ...Intentionally blank ...
Page 242: ...Intentionally blank ...
Page 256: ...Intentionally blank ...
Page 264: ...Intentionally blank ...
Page 272: ...Intentionally blank ...
Page 280: ...Intentionally blank ...
Page 282: ...Intentionally blank ...
Page 290: ...Intentionally blank ...
Page 296: ...Intentionally blank ...
Page 300: ...Intentionally blank ...
Page 312: ...Intentionally blank ...
Page 314: ...Intentionally blank ...
Page 318: ...Intentionally blank ...
Page 334: ...Intentionally blank ...
Page 340: ...Intentionally blank ...
Page 348: ...Intentionally blank ...
Page 352: ...Intentionally blank ...
Page 356: ...Intentionally blank ...
Page 358: ...Intentionally blank ...
Page 362: ...Intentionally blank ...
Page 366: ...Intentionally blank ...
Page 370: ...Intentionally blank ...
Page 380: ...Intentionally blank ...
Page 384: ...Intentionally blank ...
Page 386: ...Intentionally blank ...
Page 392: ...Intentionally blank ...
Page 402: ...Intentionally blank ...
Page 412: ...Intentionally blank ...
Page 414: ...Intentionally blank ...
Page 438: ...Intentionally blank ...
Page 440: ...Intentionally blank ...
Page 444: ...Intentionally blank ...
Page 454: ...Intentionally blank ...
Page 498: ...Intentionally blank ...







































































