




















Instruction for use (rev 141119)
e.ON 200 NEO / e.ON 250 NEO
UGIN DENTAIRE
27
5.6.2.
CONSEILS DE PRESSAGE
The pressing tests have established the importance of the temperature parameters for the components
used during this process. To guarantee proper results, we recommend to observe the following
instructions.
IMPORTANT: for operation, the minimum required pressure is 1.7 bar - an error message appears in case
of insufficient pressure. The maximum pressure is 6 bar.
Support pressing
When positioning the cylinder, the temperature of the support pressing is decisive.
It is therefore advisable to place it in the cylinder burnout furnace at a preheating temperature equal to
that of the pressing furnace (700°C to 800°C).
Another option (to obtain the same result) is to leave the support pressing in the pressing furnace
preheated to 700°C or 800°C for about 45 minutes (see setting the preheating time).
NOTE: if the temperature of the support pressing is not close enough to that of the cylinder, the heat loss
within the cylinder will be considerable, thus changing the behaviour of the ceramic ingot (in particular for
the 500g cylinders).
Pressing cylinder (cylinder burnout furnace programming)
It is advisable to follow the instructions of the investment material manufacturer.
We once again recommend to set the final temperature at 850°C to degas the cylinder.
A vital part of this process remains the holding time at the final temperature, as it will determine the heat
level within the cylinder when placing it in the pressing furnace.
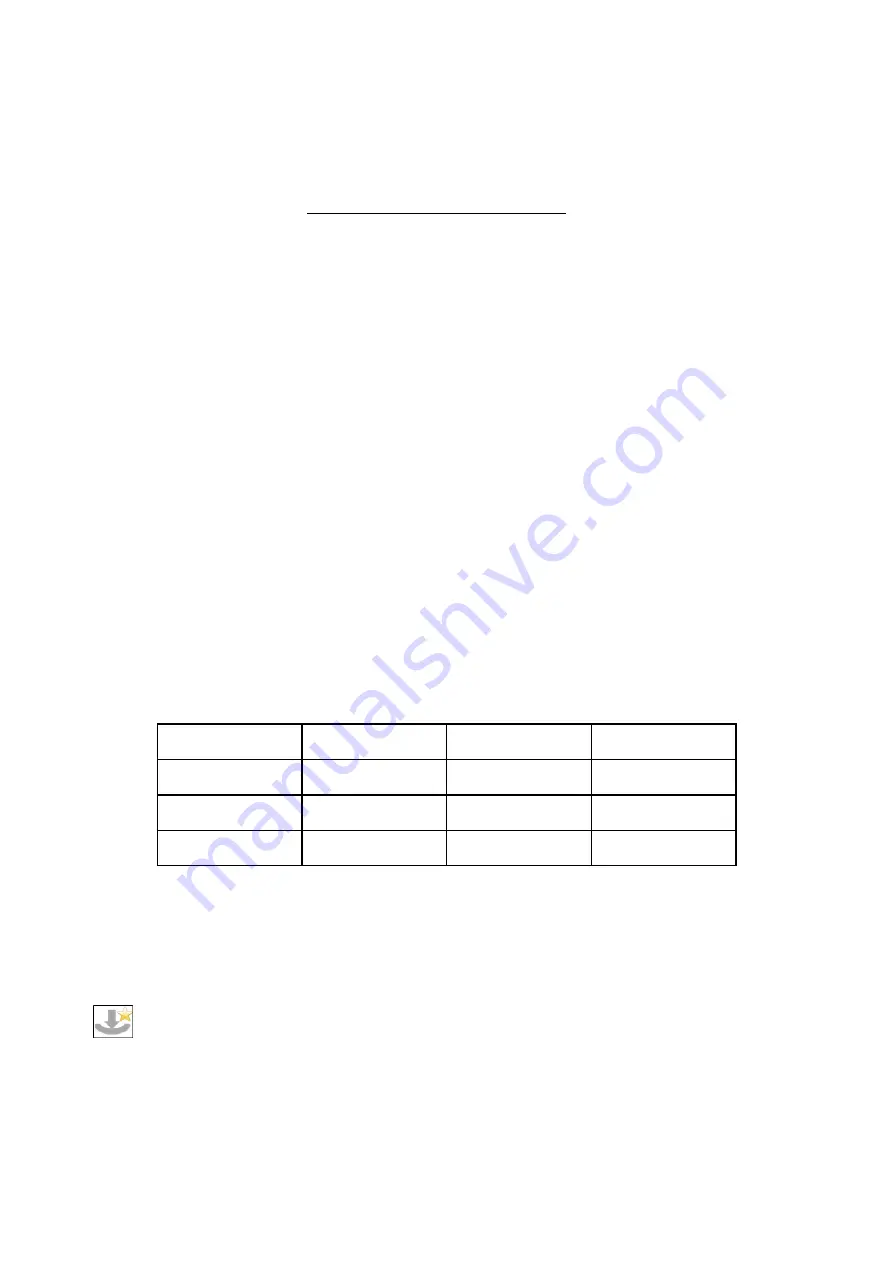
The table below indicates the recommended times according to the size of the cylinder.
Cylinder diameter
Cylinder weight
Final temperature
Holding time
Ø 35 mm
100 g
850 °C
20 minutes
Ø 50 mm
200 g
850 °C
30 minutes
Ø 80 mm
500 g
850 °C
60 minutes
ATTENTION: add 10 minutes (when holding at 850°C) for each additional cylinder in the cylinder burnout
furnace
5.6.3.
FAVORITE PRESSING
Favorite Pressing
The 50 pressing programmes can be designated as FAVORITES.
Just select the desired program and press the star next to the name of the cycle.
The corresponding parameters can be immediately modified in “Favorite Pressing” or in “Pressing”.
To remove the programme from FAVORITES: deactivate the star.
NOTE: FAVORITES management is identical to ceramic firing
Summary of Contents for e.ON 200 NEO
Page 2: ......







































































