
























26
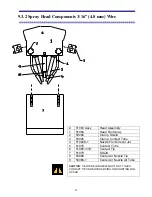
8 Parts Required for Various Wire Sizes
Wire
Size
Head Type
Tip,
Contact
Liner
Feed Roll
Kit No.
Tube,
Contact
Tip
Liner
Clamp
Nut
Ferrule
Insert
1/16"
14 gauge
1.6 mm
SMALL WIRE
50064
50065-1/16”
2 each
50019
50018
2 each
50081-1/16”
8 each
50076
2 each
50109
2 each
51109-2
2 each
50018-A
2 each
2 mm
SMALL WIRE
50064
50065- 2 mm
2 each
50019
50018
2 each
50081-2 mm
8each
50076
2 each
50109
2 each
51109-2
2 each
50018-A
2 each
3/32"
11 gauge
2.4 mm
SMALL WIRE
50064
50065-3/32"
2 each
50019
50018
2 each
50081-3/32”
8 each
50076
2 each
50109
2 each
51109-2
2 each
50018-A
2 each
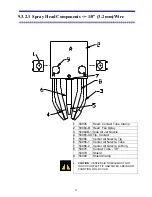
1/8"
3.2 mm
SMALL WIRE
50064
50065-1/8"
2 each
50078
2 each
50081-1/8"
8 each
50076
2 each
50109
2 each
51109-2
2 each
50109-1
2 each
3/16"
4.8 mm
BIG WIRE
51064
51065-3/16"
2 each
51077
2 each
51081-3/16"
8 each
51076
2 each
50109
2 each
51109-3
2 each
51109-1
2 each
Summary of Contents for BRIDGEMASTER
Page 20: ...7 3 System Assembly drawing shows optional straighteners...
Page 30: ...17 6 2 1 Angle Spray Nozzle 3 16 4 8 mm Wire Head...
Page 31: ...18 6 3 Air Nozzle Alignment 1 8 3 2 mm Wire Head...
Page 32: ...19 6 3 2 Angle Spray Nozzle 1 8 3 2 mm Wire Head...
Page 57: ...44 9 4 1 System Wiring...







































































