





























machine function, and the
“
expire
”
is the expiration date for the
use of the machine..
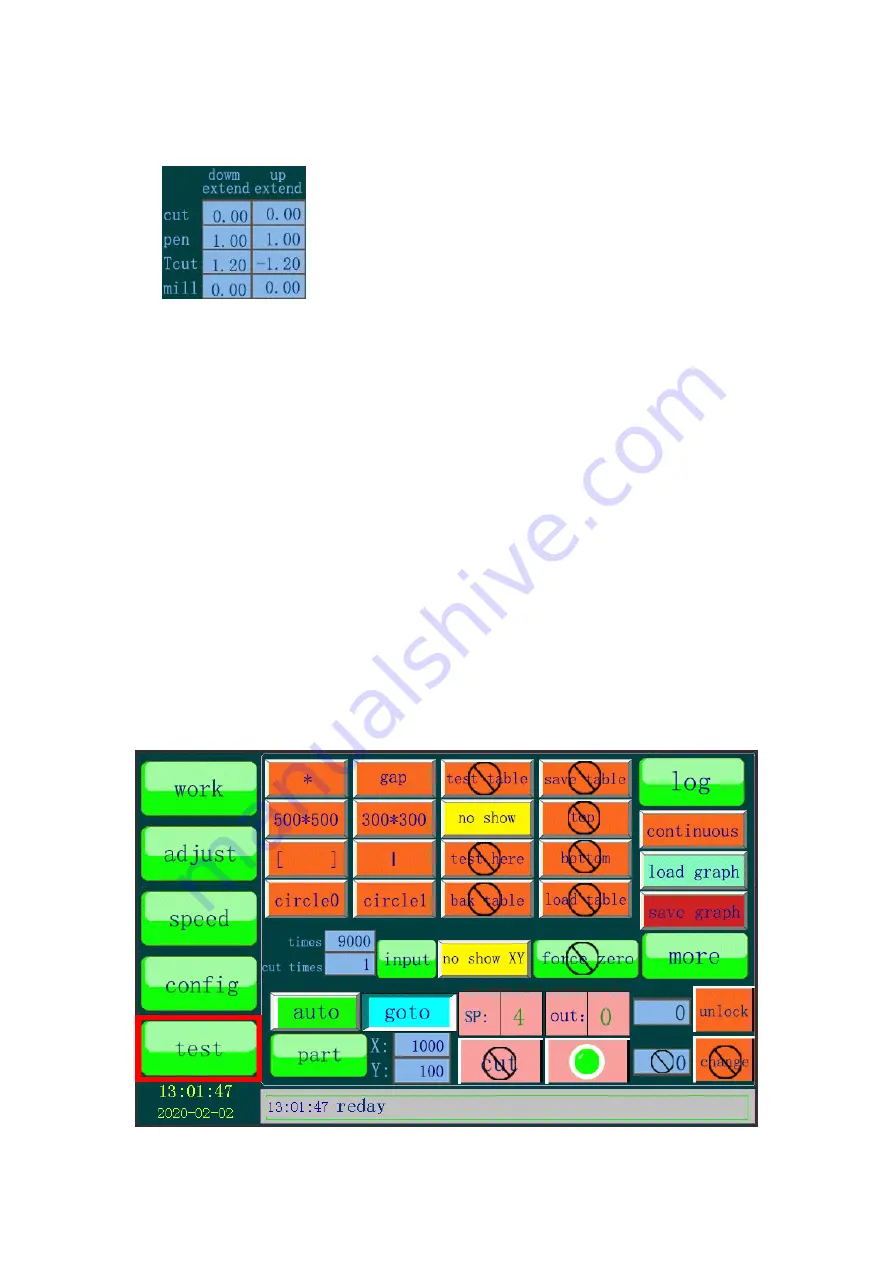
(8)
,These data are used to modify the actual processing
length of every tool during processing.
①
down extend:It is the processing parameter of the starting point of
a single continuous processing graph,that is,the processing parameter
of the falling position of the tool.
②
up extend:It is the processing parameter of the end point of a single
continuous processing graph,that is,the processing parameter of the
raise position of the tool.
③
The value is bigger than 0:For example,cut a 50mm length line,the
down extend is 2, the up extend is 3, the actual length of this line
is 55mm after cutting.
④
The value is smaller than 0:For example, cut a 50mm length line,the
down extend is -2, the up extend is -3, the actual length of this line
is 45mm after cutting.
6.6 Test Page
(1)Press
“
test
”
button to enter the test page.
Summary of Contents for XYZ 2518
Page 1: ...TEXI XYZ 2518 MANUAL...







































































