























Instruction manual for MH & MH+M
154
This page of the software enables the visualisation of certain crucial parameters of the
system in order to quickly determine the status of the instrument.
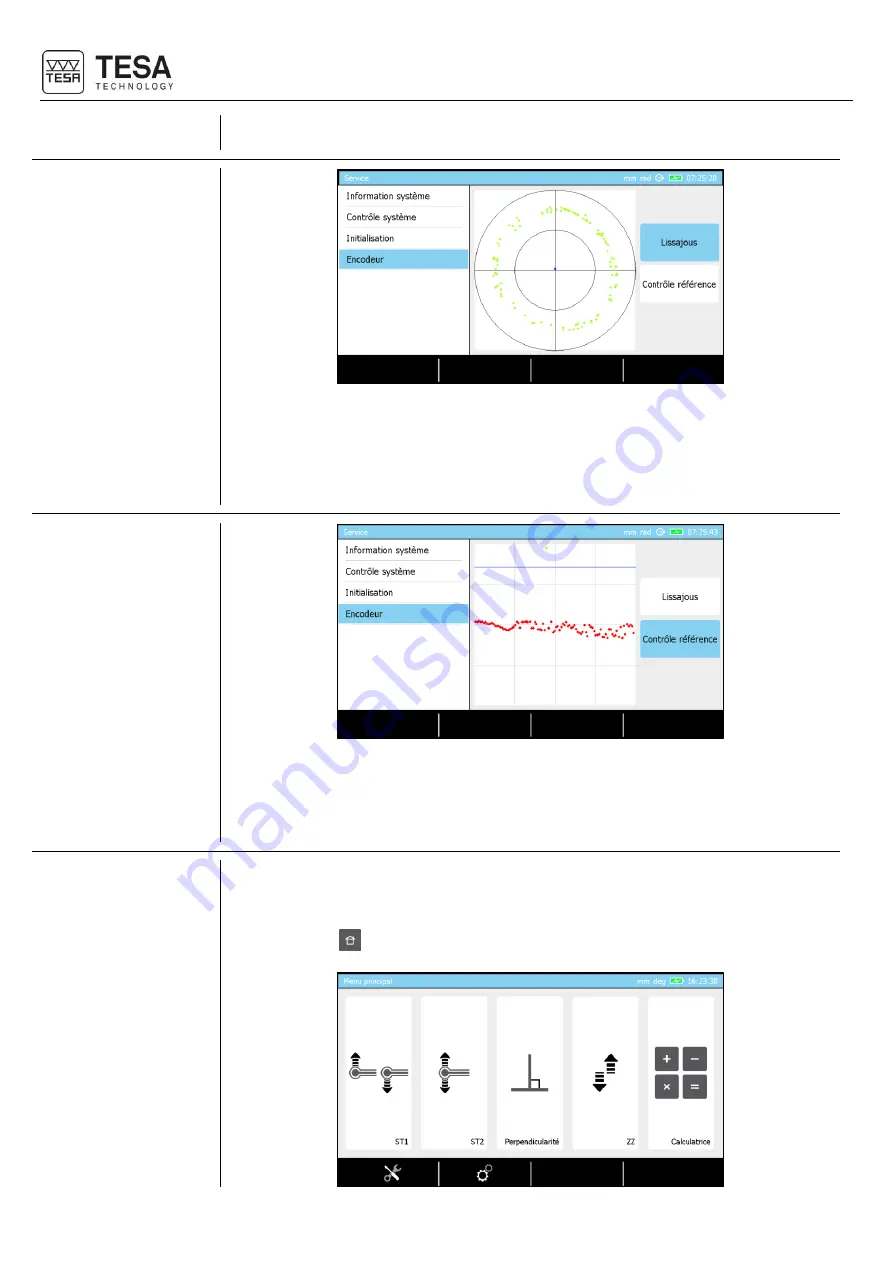
23.4 Sensor control
In order to verify the sensor and its positioning regarding the measurement scale, make sure
to activate the option “Lissajous” on the right side of the screen. You should then see a circle
appear on the screen, as shown in the above picture. In order to control the sensor of your
instrument, you only have to move your probe slowly up or down (avoid moving to the end
stop), which will lead to the display of green points on the screen. A sensor has been
correctly configured when you see a centred circle appearing.
23.5 Reference mark
control
On this page, the option “reference control” has to be activated first. Then slowly move the
probe up or down. It is the same principle as the initialisation of the height gauge after turning
on the instrument. The encoder has to pass in front of the control mark defined on the scale
(at a height of approximately 15 cm from the base). If the mark is detected, a beep is
generated and a green point is displayed on the screen.
23.6 Software update
For the following procedure it is supposed that you already have the file that corresponds to
the software version that you would like to load onto your instrument. If you do not have this
file, please contact your local reseller.
1. Press the key
in order to go to the main page of the software.