




















VISE JAW REPLACEMENT
Vise jaws (cartridges) are replaced in pairs as an assembly, a matched set consisting of (one top jaw
and one bottom jaw), you will need two sets for your key machine. You will disassemble and re-
install the old plungers, springs, and screws. Or you can buy a complete set with the plunger, top
jaw, bottom jaw, screws and springs. Simply drop the (cartridges) in place, you will need two
cartridges.
Coat all steel sliding surfaces with a light coating of grease when installing the vises.
8.
TOP SHOULDER KEY GAUGING
Standard cylinder keys should always be top shoulder gauged. Use the machines full-function flip-
up key gauges. We do not recommend bottom shoulder gauging because key blank manufacturers
do not always maintain a reliable correlation between bottom and top shoulder positions on the key
blanks they make.
Always remember to flip DOWN your key gauges before cutting a key. Failure to do will prevent your key
machine from cutting the key.
7
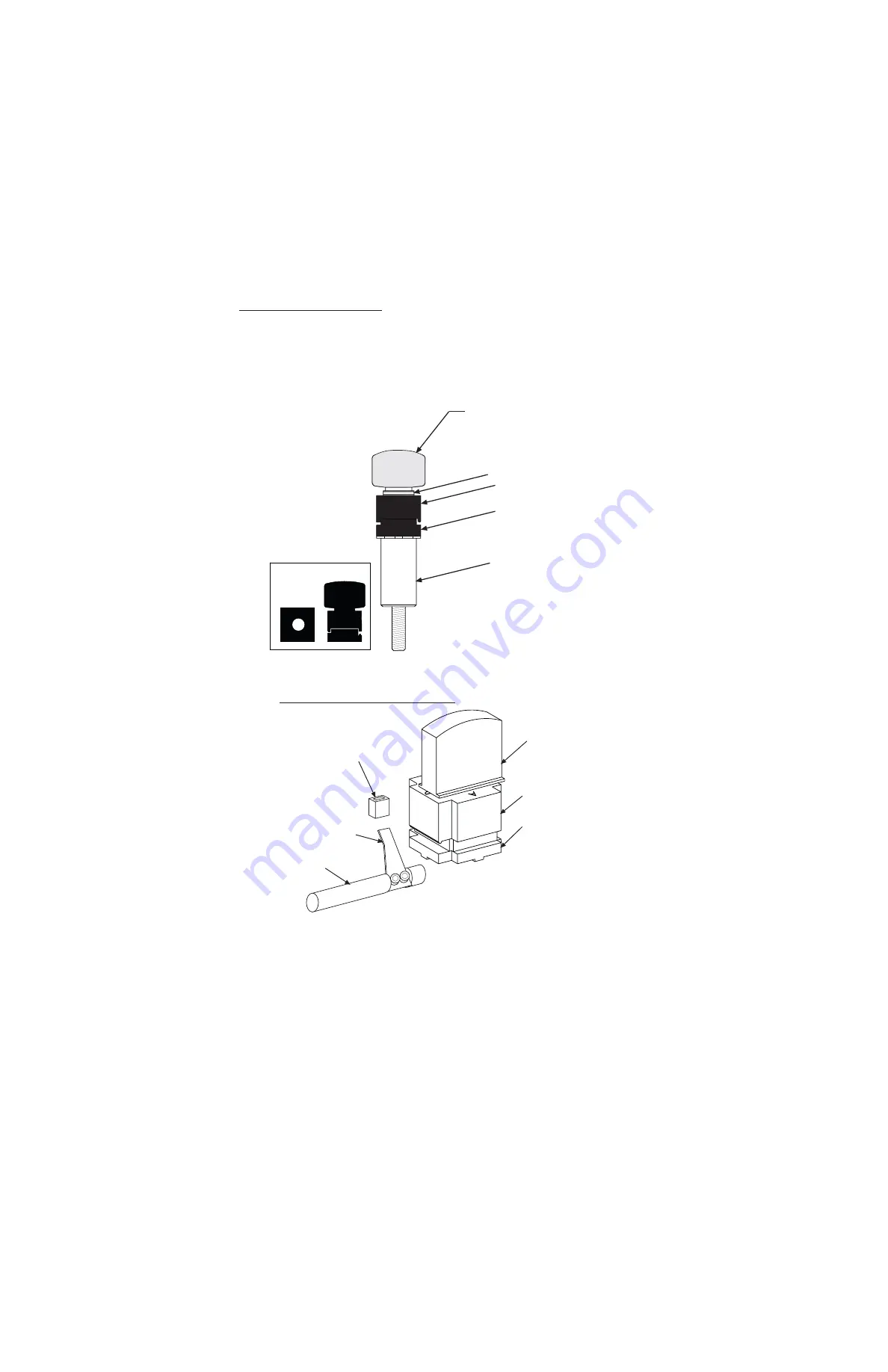
Fig. 4
RY10054 Key Gauge
Protector (red)
RY10049Key Gauge Shaft
RY9278 Vinyl Cap (red)
Key Gauge
RY10050 Left-Hand Key Gauge
RY10048 Right-Hand Key Gauge
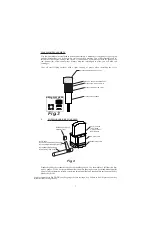
Key Vise Knob
(
with)
RY82
3-piece Thrust
Bearing Assy.
Top 4-way Jaw
Bottom 4-way Jaw
Fig.3
CLAMPS MORE KEYS
NEW 4-WAY VISES
A
B
C
D
RY20080 KNOB WITH SHAFT ASSY.
RY82 3-PC THRUST BEARING ASSY.
RY20089 TOP VISE, JAW 4-WAY
RY20047 BOTTON VISE, 4-WAY
RY20046 VISE PLUNGER

























































