





















MOTOR MOUNTING HARDWARE
LUBRICATION
UNPLUG YOUR MACHINE PROIR TO LUBRICATION
You do not need to lubricate the motor or the cutter shaft bearings - these ball bearing assemblies
are sealed and lubricated for their lifetime.
Lubricate your machine as often as you like. Use number 30 non-detergent motor oil. Apply oil
with a brush to all black oxide processed steel surfaces. After applying the oil, let it stand overnight
and wipe the oiled parts dry the next day with a clean rag or soft paper towel. Turn the machine
over and lubricate the linkages that drive the carriage shaft left and right.
WARNING:
Do not turn
the machine over and set it on the Power Switch.
SUGGESTION:
When lubricating the stick-shift drive linkages under the machine you might
want to use spray-on bicycle chain lubricant the kind that foams and penetrates.
DO NOT
use
this on the rest of the machine.
Lubricate the vise jaw plungers inside the carriage remove the key clamp knobs and large knurled
knobs and top vise jaws. Squirt some number 30 non-detergent motor oil in the large hold and
reassemble.
DO NOT LUBRICATE
your key machine with LPS-1 or WD-40 in place of number 30 non-
detergent motor oil. You may use LPS-1 or WD-40 as a rust preventative in addition to the number
30 non-detergent motor oil. If you only use LPS-1 or WD-40 as your machines only lubricant you
will eventually damage the machine. These lubricants act more like solvents than lubricants
they work partially as a solvent that extracts already existing oils from bearings and other parts and
redistributes this existing oil along the surfaces that need oil. Eventually you will exhaust all oil
reserves in the machines parts and the machine will be operating as an oil-dry machine.
DO NOT
allow any oil or grease to get on the machines drive belt or pulleys. When handling these
parts be sure your hands are clean and free of any lubricants.
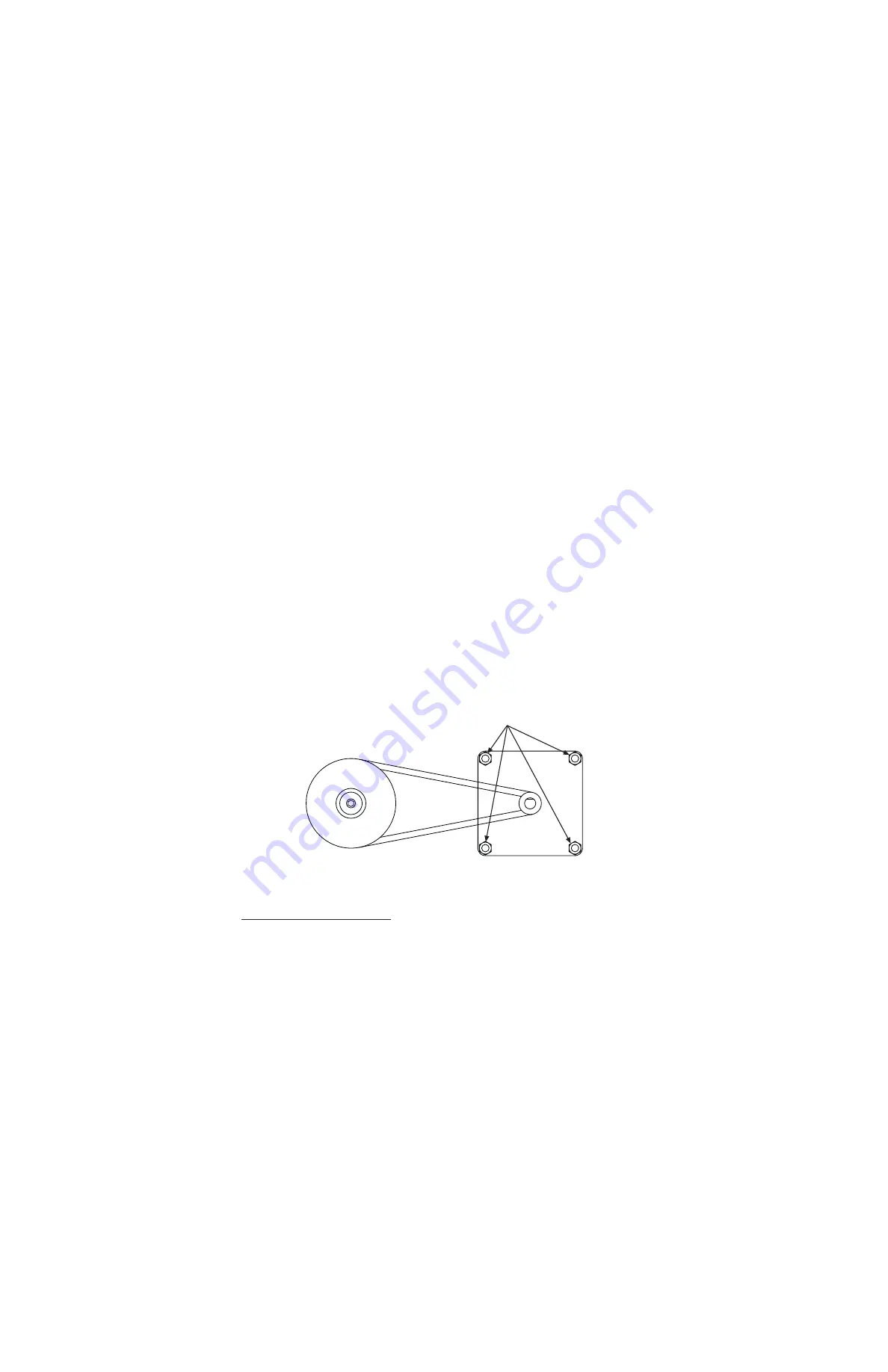
DRIVE BELT
Your machines belt tension is maintained by means of moving the motor. To adjust the belt tension
- use your 7/16 Wrench and your 3/16 Allen Hex Wrench to loosen the four cap screws and hex
nuts securing the motor to the motor bracket. Push the motor hard against the belt and tighten the
four screws.
KEY MACHINE ACCURACY
Generation Cutting
Generation cutting is a process where the key machine operator takes a fresh cut key and duplicates another
key off of it, then takes that freshly cut key and duplicates another from it, and so on. The idea is to cut as
many generations as possible and still have a working key. This is interpreted as a test of the quality of
the key machine.
17




























































