




























SRP
– Manuel d’utilisation
Ref.: RX182/006
Version 01/2017 - Français
Ce document ne peut être reproduit, même partiellement, sans notre autorisation écrite
Page 17 /
28
7
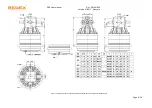
MONTAGE DU SRP AVEC PIGNON DE SORTIE SUR LA MACHINE
ATTENTION ! MANUTENTION DU SRP.
Le SRP peut être manipulé par le carter, les arbres des renvois d’angle, ou, à l’aide
d’anneaux de levage, par les trous du flasque de sortie.
7.1 Tolérance de montage de la crémaillère
Parallélisme entre la surface de référence de la crémaillère et le guidage linéaire
Il est impératif que la crémaillère soit montée sur la machine conformément à la procédure de montage
du constructeur de crémaillères
ainsi qu’en respectant les tolérances suivantes :
Nous recommandons de mesurer l’erreur de parallélisme en 3 points pour chaque segment de
crémaillère, comme le montre le schéma suivant.
Cette topographie de la crémaillère sera utilisée
lors de la vérification du contact des dents et l’établissement de la précharge (voir chapitres
suivants).
Pour contrôler l’erreur de pas, nous recommandons également d’effectuer 3 mesures à chaque jonction
de segments de crémaillère, comme le montre le schéma ci-dessous.
L’écart entre les 3 comparateurs ne doit pas excéder pour chaque jonction :
-
0.015 mm pour une crémaillère module 3,
-
0.020mm pour une crémaillère module > 3.
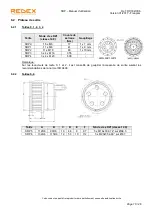
Taille
Module
du
pignon
(mm)
Erreur maximum de parallélisme
entre la crémaillère et le guidage
linéaire
Diamètre
de
pige
Pour une
section de
crémaillère
Pour la
longueur
complète
0
2
4
0,015
0,04
2,5
5
0,015
0,04
1
2,5
3
6
0,02
0,05
2
3
4
8
0,02
0,05
3
4
5
10
0,02
0,05
4
5
6
12
0,04
0,07
5
8
16
0,06
0,08
6
10
20
0,06
0,08







































































