



























SRP - Manual de usuario
Ref.: RX182/006
Versión 01/2017 - Español
El contenido de este documento no puede ser reproducido ni divulgado sin nuestra autorización
Página 17 / 28
7
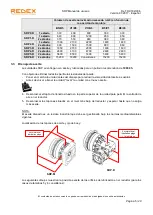
MONTAJE DEL SRP EN MÁQUINA CON PIÑÖN DE SALIDA
¡ATENCIÓN! OPERACIONES DE MANEJO.
La unidad SRP se puede manipular a través de su carcasa, ejes del reenvío angular, los
agujeros de fijación de la unidad a máquina o mediante cáncamos roscados a los agujeros
de la brida de salida.
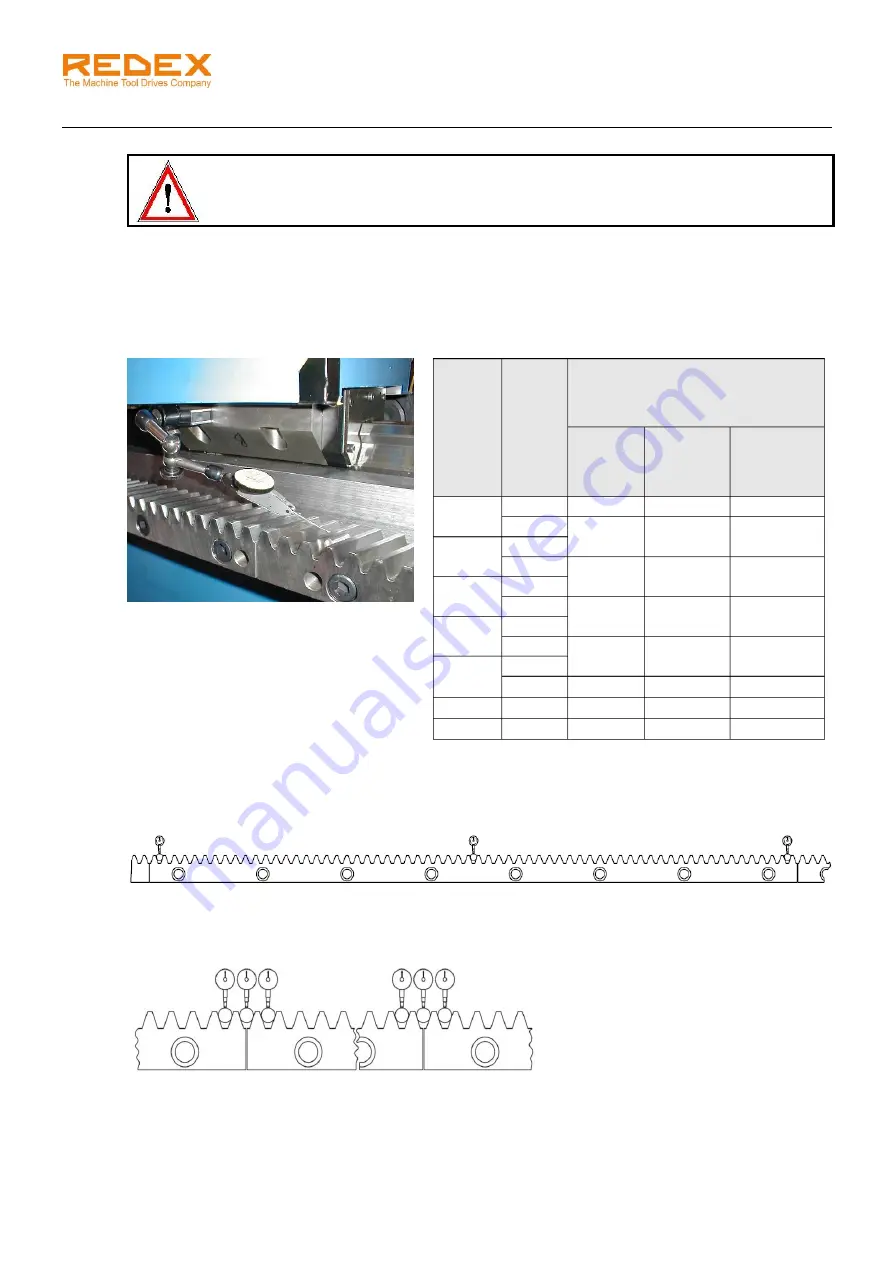
7.1 Tolerancias de montaje de la cremallera
Paralelismo entre la superficie de referencia de la cremallera y las guías lineales.
Para el correcto funcionamiento del SRP es necesario seguir las especificaciones de montaje de la
cremallera que recomienda el fabricante, respetando las tolerancias que se detallan en la siguiente tabla:
Aconsejamos medir el error de paralelismo en 3 puntos por sección de cremallera, tal y como muestra el
dibujo.
De estas medidas obtendremos la topografía en la cremallera que se tendrá en cuenta para
conseguir un correcto engranaje entre piñón y cremallera, así como para el establecimiento de la
precarga (ver próximos capítulos).
Recomendamos comprobar el error de paso entre segmentos consecutivos de cremallera. Para ello,
recomendamos hacer 3 medidas respecto a la guía lineal en cada unión de segmentos consecutivos tal
como se muestra en el siguiente esquema.
La variación entre las 3 medidas en cada unión de segmentos no debe exceder:
-
0.015 mm para cremalleras de modulo 3,
-
0.020 mm para cremalleras de módulo > 3.
Tamaño
Módulo
del
piñón
(mm)
Errores máximos de paralelismo
entre:
Cremallera y guía lineal
Diámetro
varilla
calibrada
Para una
pieza de
cremallera
Para
longitud
total del eje
0
2
4
0,015
0,04
2,5
5
0,015
0,04
1
2,5
3
6
0,02
0,05
2
3
4
8
0,02
0,05
3
4
5
10
0,02
0,05
4
5
6
12
0,04
0,07
5
8
16
0,06
0,08
6
10
20
0,06
0,08







































































