





























100c
User Manual
36
ch
.
5
Symptom
Possible Problem
Possible Solution
1
Trouble igniting the arc
Contaminated electrode
Re-grind the electrode to remove con-
tamination
Electrode shape not conducive to
ignition at low energy
Shape the electrode to a very sharp tip
Broken electrode, jagged edges
Re-grind electrode to desired shape
2
Cratering of the weld spot
Electrode contamination leading to a
metal bridge explosion (see discus-
sion)
Re-grind the electrode
Sharp electrode in a mobile metal
such as silver
Truncate the end of the electrode to help
“un-focus” the weld energy
3
Weld spot not symmetric
Damaged or jagged electrode
Re-grind electrode
4
Porosity in the work piece
Damaged electrode with jagged tips
Re-grind electrode
Metal may contain zinc and “boil”
during the welding process . (e .g .
white gold)
Often welding over the same location two
or three times will smooth the weld spot
Sharp electrode in a mobile metal
such as silver
Truncate the end of the electrode to help
“un-focus” the weld energy
1 . During the ignition process the electrode is touching the work piece surface when the weld
current begins to flow . The metal contaminate may form a liquid metal electrical conduction
bridge . During the weld ignition process the electrode will retract and this may lead to the
vaporization of the liquid metal bridge as it is necked down during the electrode retraction
process . This vaporization process can be explosive (on a very small scale) and leaves a
crater in the metal’s surface . The result will be a small “pock” mark in the metal’s surface .
The electrode must be reground before reliable welding can continue at this setting . At
lower energies this resurfacing/re-tipping may be very important to get the welder to ignite
reliably . At higher energies the welding process may proceed virtually unhindered even with
a metal contaminated electrode . To remove the small crater, weld over the crater with a
newly ground electrode .
2 . The electrode may stick to the metal’s surface . This happens as the liquid metal bridge cools
before the electrode tip has retracted sufficiently to leave the surface of the work piece . A
now solid metal to metal weld has taken place at the electrode tip preventing retraction and
arc ignition . This is often referred to as electrode “sticking” .
3 . What can be done if the weld spot doesn’t look good, asymmetric for example? This may
mean the electrode may be damaged (sharp tips or jagged edges or strange shape due to
contamination) . Poor tip condition can also lead to porosity (small holes in the work piece) .
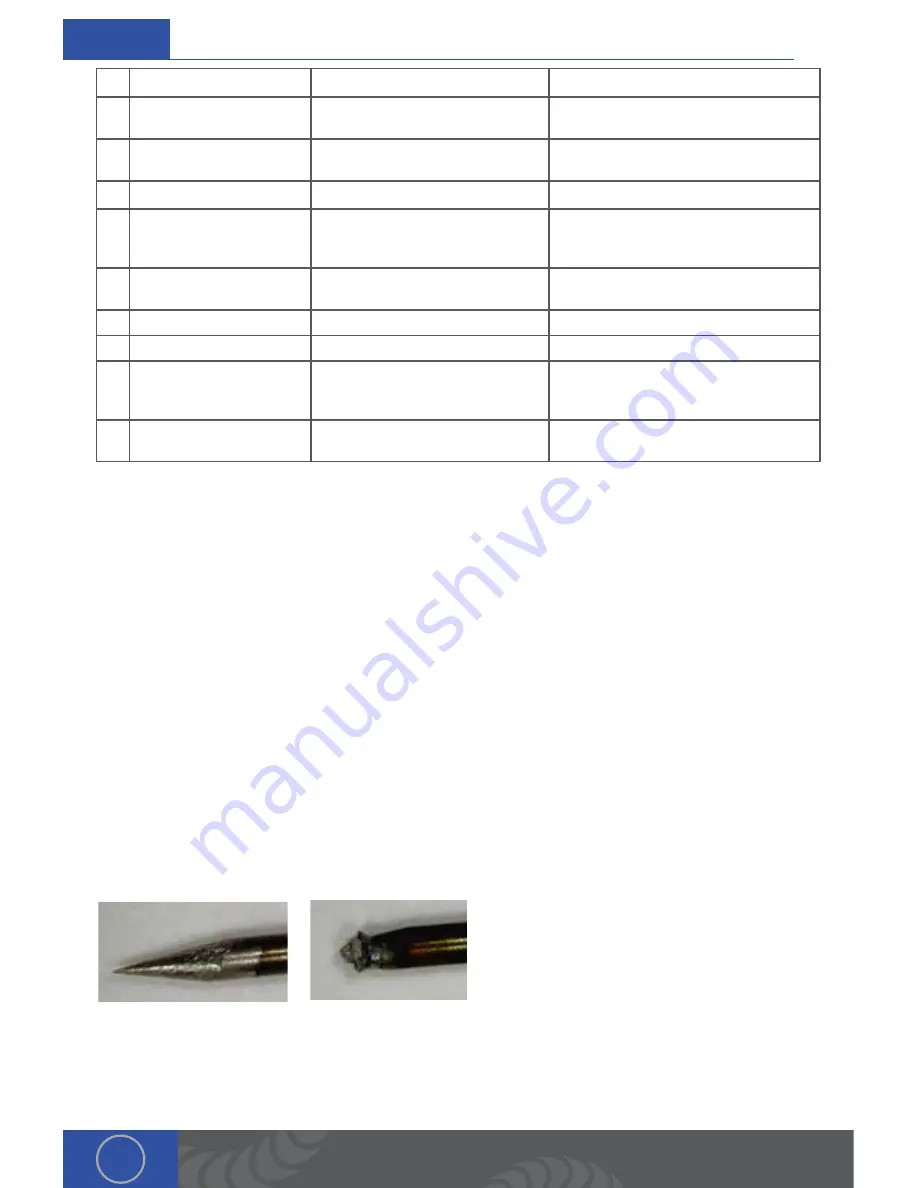
Electrode condition greatly affects energy
transfer and also weld properties (see above
discussions). Left: A perfect electrode. Right:
An electrode in poor condition with metal
contamination.







































































