



















OPTIMUM
M A S C H I N E N - G E R M A N Y
Version 1.0.1 dated 2018-01-31
Page 111
Translation of the original instructions
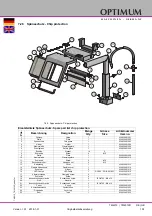
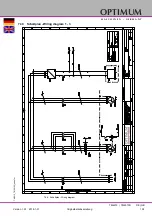
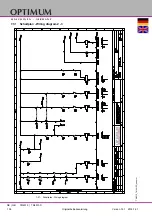
TM4010 | TM4010D
GB
T
M
4010_
T
M
4010D_G
B_7
.f
m
8
Malfunctions
Malfunction
Cause/
possible effects
Solution
Machine does not turn on
•
Position switch lathe chuck protection
switches the machine off.
•
Position switch protection cover head-
stock machine switches off
•
EMERGENCY-STOP mushroom
switch activated
•
Check position switch lathe chuck pro-
tection, adjust
•
Check or adjust the position switch of
protective cover headstock.
•
Unlock the emergency-stop mush-
room switch
Indicator light is not lit
•
Control transformer is defective
•
Indicator light is defective
•
Replace the transformer
•
Replace indicator light
Machine illumination does not
work
•
Control transformer is defective
•
Replace the transformer
Motor hums
•
Fuse is defective
•
Replace the fuse
Surface of workpiece too rough
•
Lathe tool blunt
•
Lathe tool springs
•
Feed too high
•
Radius at lathe tool tip too small
•
Resharpen lathe tool
•
Clamp lathe tool with less overhang
•
Reduce feed
•
Increase radius
V-belt squeaks
V-belt slips
•
V-belt wear down
•
V-belt tension is too loose
"V-belt check, re-tighten“ on page 62
Speed of rotation varies too
much
•
V-belt wear down
•
V-belt tension is too loose
"V-belt check, re-tighten“ on page 62
Workpiece becomes conical
•
Centre are not aligned (tailstock offset)
•
Top slide is not exactly set to zero
(when turning with the top slide)
•
Align the tailstock to the center
•
Align the top slide exactly
Lathe rattles
•
Feed too high
•
Main bearings have clearance
•
Reduce feed
•
Have the main bearings readjusted
Centering point runs hot
•
Workpiece has expanded
•
Loosen tailstock center
Lathe tool has a short service life •
Cutting speed too high
•
For large infeed
•
Insufficient cooling
•
Reduce cutting speed
•
Lower delivery / finishing stock allow-
ance not over 0.5 mm)
•
More cooling
Flank wear too high
•
Clearance angle too small (lathe tool
"pushes")
•
Lathe tool tip not adjusted to centre
height
•
Increase clearance angle
•
Correct height adjustment of the lathe
tool
Cutting edge breaks off
•
Wedge angle too small (heat buildup)
•
Grinding cracks due to improper cool-
ing
•
Excessive play in the spindle bearings
(oscillations occur)
•
Set greater wedge angle
•
Cool uniformly
•
Have the clearance in the spindle
bearing arrangement re-adjusted
Turned thread is wrong
•
Lathe tool is clamped incorrectly or
grinding has been started the wrong
way
•
Wrong pitch
•
Wrong diameter
•
Set the lathe tool to the centre, grind
angle correctly
Use 60° lathe tool for metric threads,
55° lathe tool for inch thread
•
Adjust right pitch
•
Turn the workpiece to the correct
diameter





















































