





























5238-E P-18
SECTION 2 COORDINATE SYSTEMS AND COMMANDS
2.
Coordinate Commands
2-1.
Controlled Axis
•
The following table lists the addresses necessary for axis control.
•
A command used to move an axis consists of an axis address, a direction of movement, and a
target point.
For the designation of a target point, two different methods are available: absolute commands
and incremental commands. With absolute commands, the target point is specified using the
coordinate values in the program coordinate system and with incremental commands the target
point is defined by relative movement distance in reference to the actual position.
For details of absolute and incremental commands, refer to "Absolute and Incremental
commands".
•
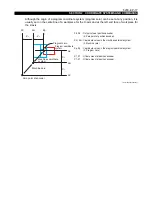
The basic coordinate system is a right-hand orthogonal coordinate system that is fixed on a
workpiece.
Single-saddle NC lathe
LE33013R0300400050001
Address
Contents
Linear axis
X
Controlled axis in the direction parallel to the
workpiece end face
Z
Controlled axis in the direction parallel to the
workpiece longitudinal direction.
Rotary axis
C
Rotary axis in a plane orthogonal to Z-axis
X-axis
Z-axis
Directions of turret motion:
Infeed direction .... X-axis
Longitudinal direction ... Z-axis





















































