





























84
RU
достигните нужной.
Если для достижения нужной глубины достаточно двух
проходов, их можно также выполнить при помощи двух позиций
регулятора.
ПУСК И ОСТАНОВКА (РИС. 13)
Крепко держите машину, держа обе руки на рукоятках. Сначала
большим пальцем нажмите боковую кнопку безопасности (рис.
13.1), а потом нажмите на выключатель ВКЛ/ВЫКЛ (рис. 13.2)
указательным пальцем и держите его нажатым.Теперь можно
отпустить кнопку безопасности. Чтобы остановить машину,
достаточно снять палец с выключателя ВКЛ/ВЫКЛ (рис. 13).
ДИАПАЗОН РАБОЧИХ СКОРОСТЕЙ (РИС. 14)
Фрезерная машина может работать на различных скоростях,
задать которые можно с помощью соответствующего
переключателя (рис. 14). Переключатель расположен в
передней части машины. Для повышения или снижения
скорости достаточно повернуть переключатель. Чем меньше
фреза, установленная на фрезеровальной машине, тем с
большей должна быть скорость вращения.
Чем больше фреза, установленная на фрезеровальной
машине, тем с меньшей должна быть скорость вращения.
Помните, что при работе с большой скоростью наконечник/
фреза быстро перегревается и может оставлять на дереве
пережженные следы.
НАПРАВЛЯЮЩАЯ ПАРАЛЛЕЛЬНОСТИ (РИС. 15)
Используется для получения параллельных проходок
фрезы через определенные промежутки вдоль кромки
обрабатываемого материала
Установите направляющую параллельности на станите
машины и задайте нужный интервал проходки (рис. 15).
Заблокируйте направляющую в заданном положении при
помощи двух ручек блокировки.
Во время работы направляющая всегда должна упираться в
кромку обрабатываемого материала.
Для исполнения круговых разрезов:
демонтировать
параллельную направляющую и применить предоставленный
наконечник (22, Рис. 1) на одной из удлинительных штанг.
Для исполнения разрезов на профилях неправильной
формы:
к структуре параллельной направляющей может
быть применена соответсвующий ролик, как показано (рис.
20). Направлять фрезеровальную машину, лёгким боковым
давлением, вдоль края фрезеруемой детали.
НАПРАВЛЕНИЕ РАБОТЫ (РИС. 16)
Чтобы рабочая часть фрезы не вибрировала и чтобы
получить лучший результат, фреза должна двигаться против
часовой стрелки на бортах и кромках и по часовой стрелке на
внутренней части обрабатываемого материала (рис. 16).
ЗАМЕНА УГОЛЬНЫХ ЩЕТОК (РИС. 17 И 18)
Если качество работы машины ухудшилось или через
вентиляционные прорези вверху корпуса заметно чрезмерное
искрение, необходимо сменить угольные щетки.
Пара щеток расположена по одной с каждой стороны.
Вывинтите винт с крестовым шлицем, крепящий держатель
щетки (рис. 17). Аккуратно снимите его. Потяните щетку
движением наружу верх. Действуйте осторожно, чтобы не
задеть окружающие провода. Взяв держатель (черного цвета)
в руку (рис. 18.1), вытащите подпружиненную щетку (рис. 18).
Вставьте новую щетку на место. Повторите операцию с другой
стороны. При смене следует заменять всю пару. За новым
комплектом обращайтесь к авторизованному поставщику
запасных частей.
Проверьте, чтобы вентиляционные прорези корпуса не
были забиты пылью или стружками. Следите за чистотой
направляющих врезного фрезерования и периодически
смазывайте их униерсальным смазочным маслом.
Других деталей, которые пользователь должен заменять или
обслуживать самостоятельно, в машине нет.
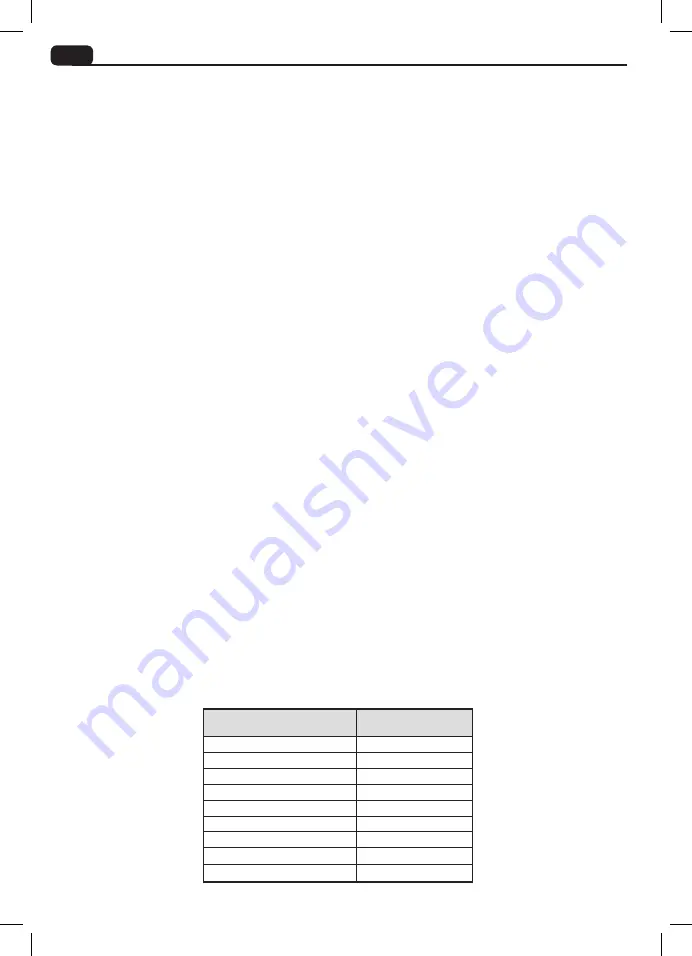
ТЕХНИЧЕСКАЯ
СПЕЦИФИКАЦИЯ
NR1200
Напряжение электросети
230V ~ 50 Hz
Мощность двигателя
1200W
Патрон
8 mm / 6 mm
Скоростной диапазон
11500 - 30000 min
-1
Глубина фрезерования
44 mm
Акустическое давление
L
PA 82,23 dB(A)
Акустическая мощность
L
WA 95,23 dB(A)
Уровень вибрации
3,84 m/s
2
Масса
5.5 kg
Summary of Contents for MPK1200
Page 7: ...5 3 12 13 1 14 15 16 17 18 19 20 21 1 2 4 5 7 8 9 10 11 6 6 22 ...
Page 8: ...6 3 4 5 6 8 9 7 8 1 2 2 2 2 1 3 1 3 2 ...
Page 9: ...7 15 17 11 11 1 16 12 12 1 13 13 2 13 1 14 10 11 2 ...
Page 10: ...8 19 20 18 18 1 ...
Page 68: ...66 PL ...
Page 107: ...105 ...
Page 108: ...106 ...







































































