



























C-22 CHUCKING
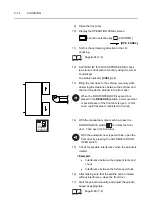
24)
Set "VALID" for CHUCK STROKE END (chuck jaw
stroke end detection function) using the cursor
control keys.
The status indicator
[CHCL]
is lit.
25)
Check for interference by following steps 13) to 15).
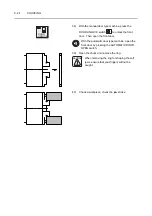
26)
After making sure that the spindle can be rotated
without interference, close the front door.
27)
Start the spindle manually.
28)
Set the required spindle speed.
Determine the spindle speed by considering the
soft jaw height, diameter to be cut, and the tool
material.
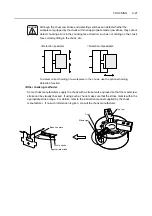
29)
Feed the cutting tool on the Z-axis with the manual
pulse generator to bring it into contact with and
leave a cutting mark on the end faces of the three
soft jaws.
The diameter of the cutting mark must be larger
than the finishing diameter.
30)
Display the POSITION (RELATIVE) screen, and
reset the W coordinate value to "0".
31)
Move the O.D. cutting tool using the manual pulse
generator to bring it into contact with the outside
face of the soft jaw.
Ensure that the tool does not strike the soft jaw
or plug.
NOR
SPJ
STOP
REV
NOTE
Cutting mark
NOTE
CAUTION