





























2-568
詳細説明
MACHINE OPERATIONS
29-15-3
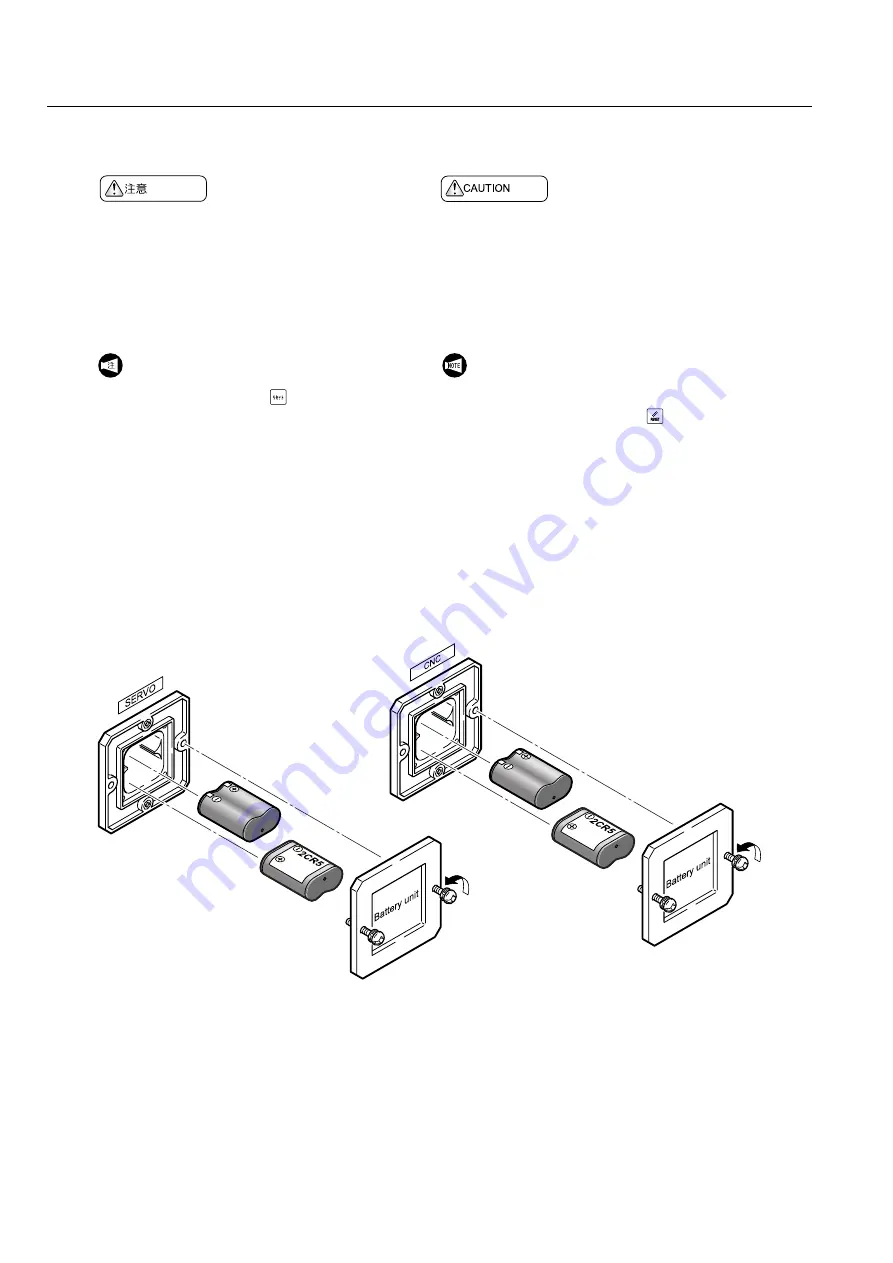
バッテリの交換
Replacing Batteries
<手順>
1)
機械電源を投入する。
2)
NC
電源を投入する。
3)
バッテリカバーを外す。
4)
新しいバッテリ(
FCU6-BTBOX
)と交換する。
5)
バッテリカバーを取り付ける。
<Procedure>
1)
Turn ON the main power.
2)
Turn ON the NC power.
3)
Remove the battery cover.
4)
Replace the old batteries with new ones (FCU6-
BTBOX).
5)
Remount the battery cover.
NC
電源投入状態でバッテリを交換してください。
NC
電源しゃ断状態でバッテリを交換すると、メモリ
内のデータおよび絶対位置が失われます。
データの消去を防ぐために、電池交換前にメモリ
カードなどの外部入出力機器を使って、パラメータ
やプログラムなどのメモリ内のデータを出力してく
ださい。パラメータやプログラムなどのメモリ内の
データが消えてしまっても弊社は責任を負いません。
Change batteries with power supplied to the NC. If
batteries are changed with the NC power supply turned
OFF, the data stored in the memory and the absolute
position are lost.
In order to avoid losing memory data such as
parameters and programs, save to an external I/O
device or a memory card. Mori Seiki does not accept
responsibility for the loss of memory data.
1.
バッテリが正しい向きで取り付けられて
いることを確認してください。
2.
バッテリ交換後、
(リセット)キーを
押してもアラームが消えない場合は、電
源を切らずに弊社サービス部門にご連絡
ください。
1.
Always ensure the polarity of the batteries is cor-
rect.
2.
If the alarm is not reset after the batteries have
been replaced and the
(RESET)
key pressed,
leave the power turned ON and contact Mori Seiki
Service Department for assistance.
Summary of Contents for MSX-850
Page 54: ...1 CHAPTER 1 BASIC OVERVIEW...
Page 170: ...2 CHAPTER 2 MACHINE OPERATIONS...





















































