




















— A.16 —
D. SPECIFICATIONS
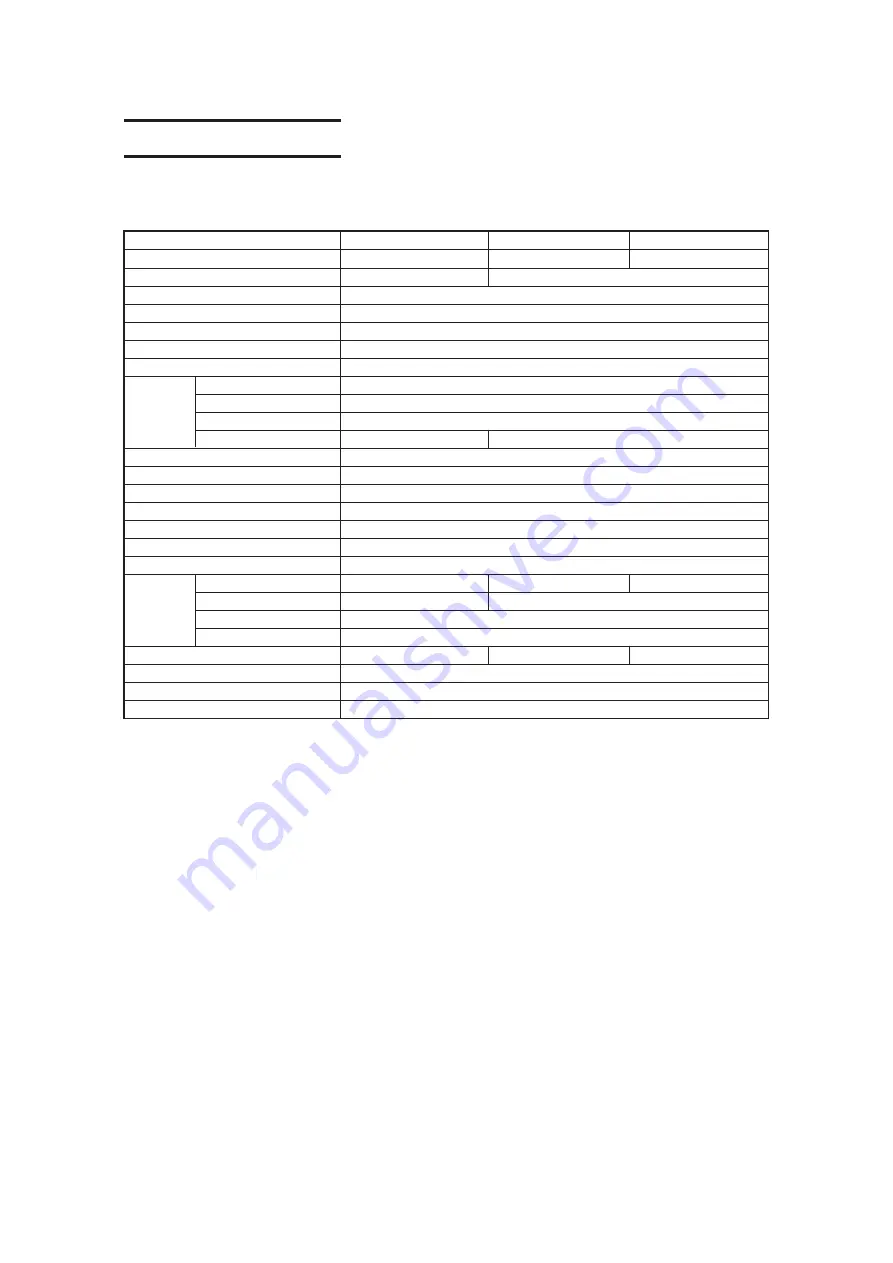
Basic specifications
Type
CF2-0912
CF2-1215
CF2-1218
Effective stroke X axis
1200
1500
1800
Y axis
900
1200
Driving method
X, Y, Z,
θ
4-axis DC software servo
Maximum speed
50 cm/s
Maximum acceleration
0.5 G
Mechanical resolution
X axis : 0.00234375 mm, Y axis : 0.003125 mm,
θ
axis : 0.05625
°
Command resolution
0.025 mm / 0.01 mm (switchable on operation panel)
Range accuracy
±
0.1 mm or
±
0.1% of travel distance, whichever is largest
Repeat accuracy
±
0.1 mm
Origin reproducibility
±
0.1 mm
Perpendicular accuracy
0.7 mm
0.9 mm
Work securing method
Vacuum suction by blower
Maximum set work thickness
20 mm
*2
Settable work weight
70 kg max. (point load)
Receiving buffer capacity
1MB
Command
MGL-IIc3 (MGL-IIc supported)
*3
Interface
RS-232C
Packing configuration
Main unit and pedestal separated and packed in one box; blower packed in separate box
Width
1757
2057
2357
Depth
1595
1895
Height
1100 (except cable guide)
Cutting panel surface height
Approx. 770
Main unit weight
140
165
180
Operating environment
5 to 40
°
C, 35 to 75% (Rh), no condensation
Input power supply
Main unit : 50/60 Hz AC 100/120/220/240 V (tap changing)
Power consumption
Main unit : 500VA Blower : Stated separately
Static ac-
curacy
*1
External
d i m e n -
sions
*1. This is the accuracy for pen writing with almost no load. The guaranteed temperature range is 20 to 25
°
C.
*2. This is the maximum thickness of works that can be set. This value differs from the maximum thickness that can be cut.
*3. This is a dedicated HP-GL command.
*4. A rush current flows when the blower is switched on. The capacitance is prescribed elsewhere.
Summary of Contents for CF2 Series
Page 48: ...1 32...
Page 120: ...3 24...
Page 138: ...4 18...
Page 176: ...A 12 C OUTPUT SAMPLES Cutting quality 1 Cutting quality 2...
Page 177: ...A 13 ASCII dump list Sample coated...
Page 178: ...A 14 Sample E corrugated Sample B corrugated...
Page 179: ...A 15 Circle cutting R 3 5 10 20 50 100 Parameter dump list R 3 R 5 R 10 R 20 R 50 R 100...
Page 185: ......
Page 186: ...D201402 1 30 16062008 MIMAKI ENGINEERING CO LTD 2008 EM FW 2 50...





















































