
























Retur
n to Section TOC
Retur
n to Section TOC
Retur
n to Section TOC
Retur
n to Section TOC
Retur
n to Master TOC
Retur
n to Master TOC
Retur
n to Master TOC
Retur
n to Master TOC
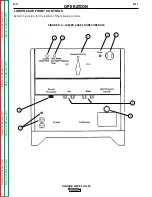
OPERATION
B-16
B-16
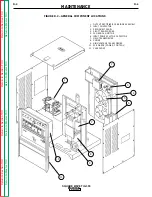
SQUARE WAVE TIG 355
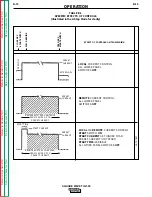
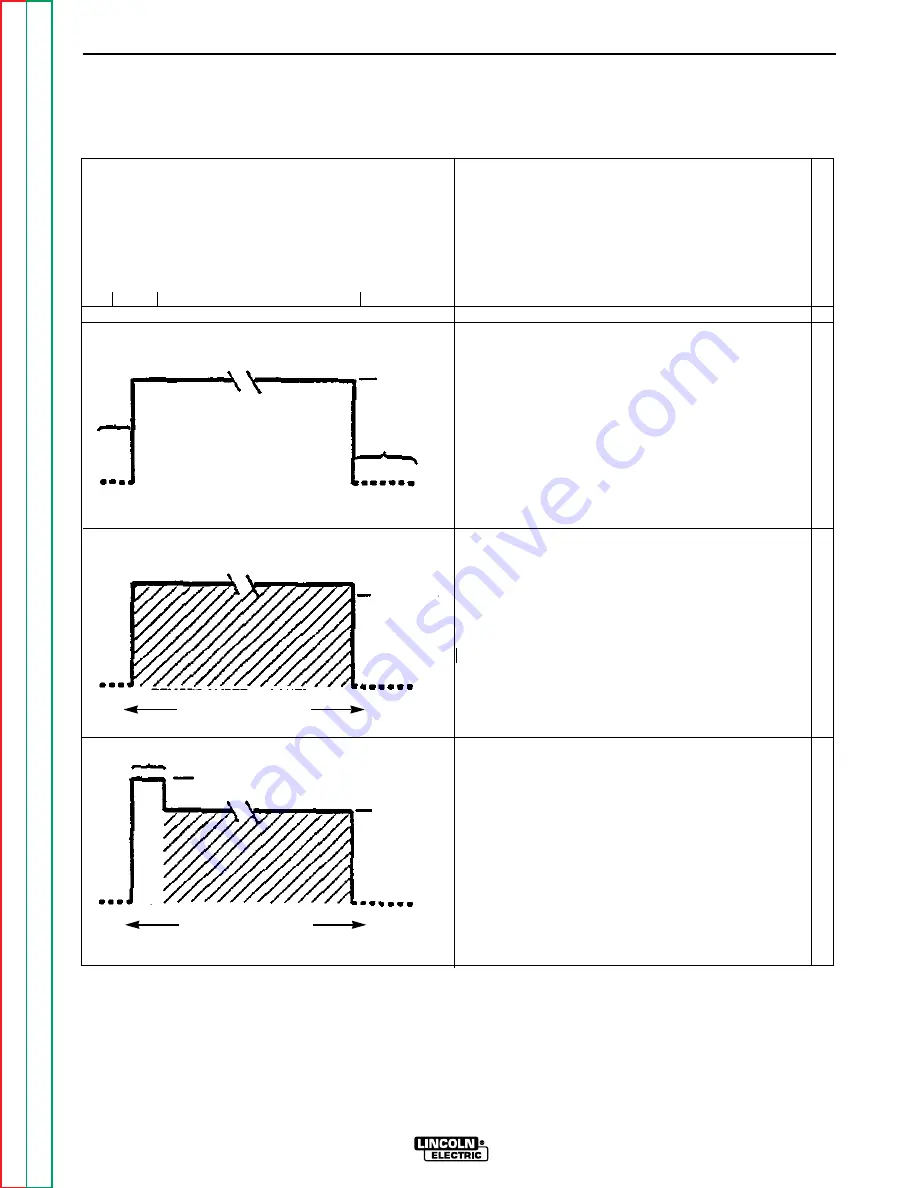
TABLE B.1
SPECIFIC EFFECTS OF CONTROLS
(illustrated in the 2-Step Mode for clarity)
PRESET
CURRENT
LOCAL CURRENT CONTROL
ALL LOWER PANEL
SWITCHES OFF
REMOTE CURRENT CONTROL
ALL LOWER PANEL
SWITCHES OFF
LOCAL OR REMOTE CURRENT CONTROL
START SWITCH ON
START CURRENT SET HIGHER THAN
PRESET CURRENT (HOT START)
START TIME: VARIABLE
ALL OTHER PANEL SWITCHES OFF
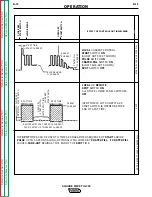
PRESET
CURRENT
PRESET
CURRENT
HOT ST
AR
T
START CURRENT
REMOTE AMPTROL CONTROLS
FROM 2 AMPS UP TO
PRESET CURRENT
REMOTE AMPTROL CONTROLS
FROM 2 AMPS UP TO
PRESET CURRENT
START TIME
AFTERFLOW
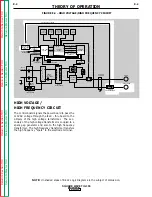
EFFECT OF CONTROLS ON TIG WELDING
PREFLOW
CLOSE ARC
ST
AR
T SWITCH
WELD BEGINS
OPEN ARC
ST
AR
T SWITCH







































































