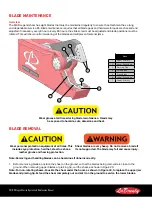
Labounty MSD Series, Safety, Operation & Maintenance
The Labounty MSD Series offers a range of powerful and reliable excavator attachments for demolition and recycling tasks. Make sure to download the free user manual from manualshive.com to ensure you are getting the most out of your equipment. Don't miss out on this essential resource.
Share
Download



























Reviews:
No comments
Related manuals for MSD Series

980
Brand: 3M Pages: 11

D60
Brand: RAMSET Pages: 18

HG20
Brand: Earlex Pages: 4

EN 16 E
Brand: Narex Pages: 32

1963826
Brand: hilmor Pages: 12

ATX2PW430WH
Brand: StarTech.com Pages: 13

XP-770
Brand: Elenco Electronics Pages: 8
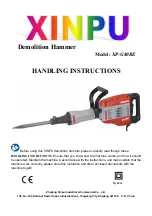
XP-G80BE
Brand: Xinpu Pages: 12

Central Pneumatic 1/4" Stubby Air Ratchet 91002
Brand: Central Pneumatic Pages: 8

PSI 9000 WR 3U SLAVE
Brand: Elektro-Automatik Pages: 44

PTW1000
Brand: Enerpac Pages: 16

EA-3048B
Brand: Elektro-Automatik Pages: 4

10DNY
Brand: M-system Pages: 2

45995
Brand: Ironton Pages: 9

HCRK-36
Brand: Tripp Lite Pages: 3

NR-25B
Brand: Cembre Pages: 80

AFMM 14
Brand: Fein Pages: 25

GRR-RIPPER
Brand: microjig Pages: 22





















































