





























About the LiteCutout Feature Detail
KVAL Operation Manual
2-29
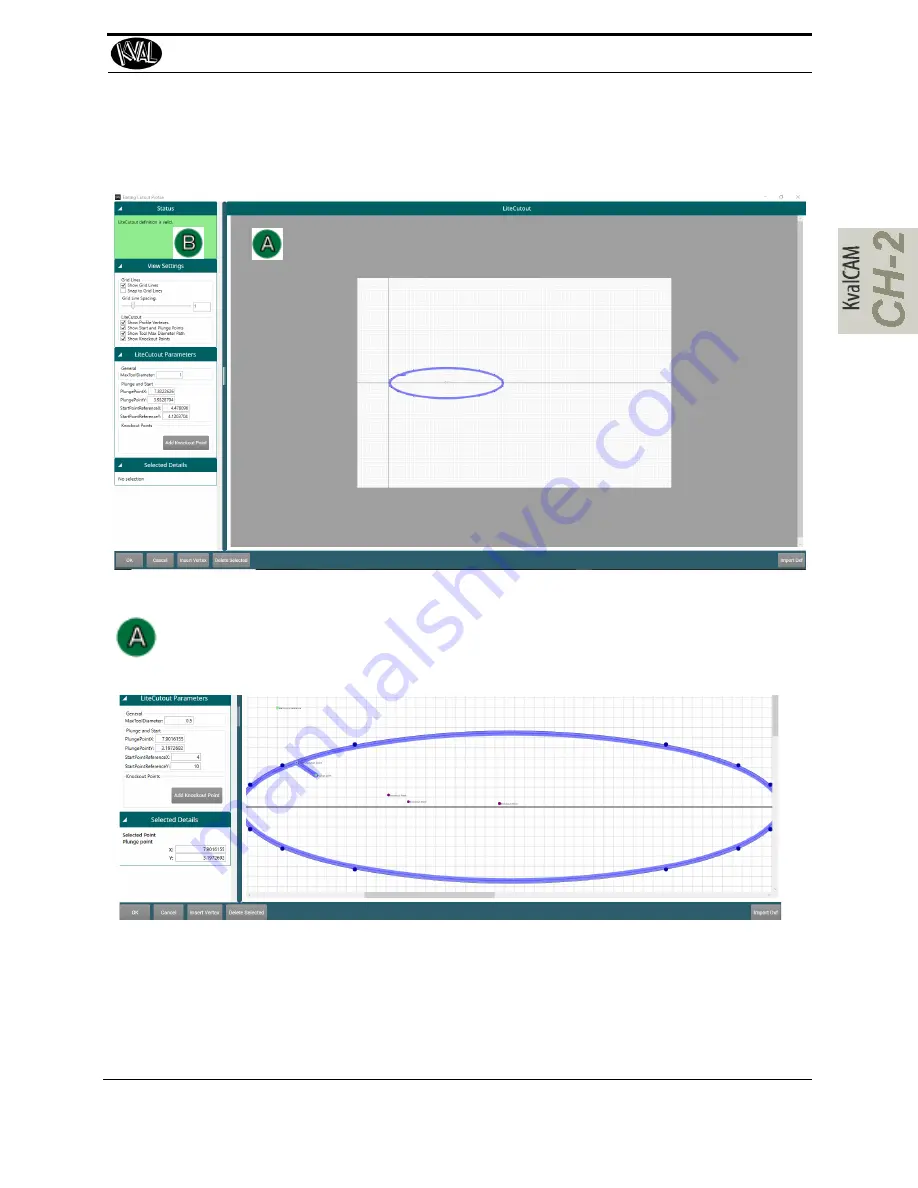
About the LiteCutout Screen
This section describes selections on the
LiteCutout
Screen.
About the Work Areas
Zoom In and Out with Mouse
Move shape vertically and horizontally with Slide Bars.
Select a vertex (point on the cutting path) and manipulate the shape.
Expand or collapse windows
Summary of Contents for DL-NCD
Page 10: ...KVAL DL NCD Operation Manual Table of Contents ...
Page 28: ...How to Download the Service Application KVAL Operation Manual 1 18 ...
Page 30: ...Safety Sign Off Sheet KVAL Operation Manual 1 20 ...
Page 62: ...About the LiteCutout Feature Detail KVAL Operation Manual 2 32 ...
Page 94: ...Appendix About Backing up the Data KVAL Operation Manual 3 32 ...
Page 118: ...Appendix Servo Motor Drive Assembly Locations KVAL Operation Manual 4 24 ...
Page 139: ...About the Electrical Panels KVAL Operation Manual 5 21 I ...
Page 142: ......
Page 143: ......





















































