





























Powering Operations for the 994-X
KVAL 994-X Operation Manual
2-6
Home the 994-X
The
994-X
must go through a homing routine before any operations are performed. The homing
routine sets a zero reference from which the
994-X
measures its movement and cutting process.
If power is lost or the
994-X
is reset, the homing routine must be performed again to reset the zero
reference.
Press the
Home
button on the
Main Screen
touch screen.
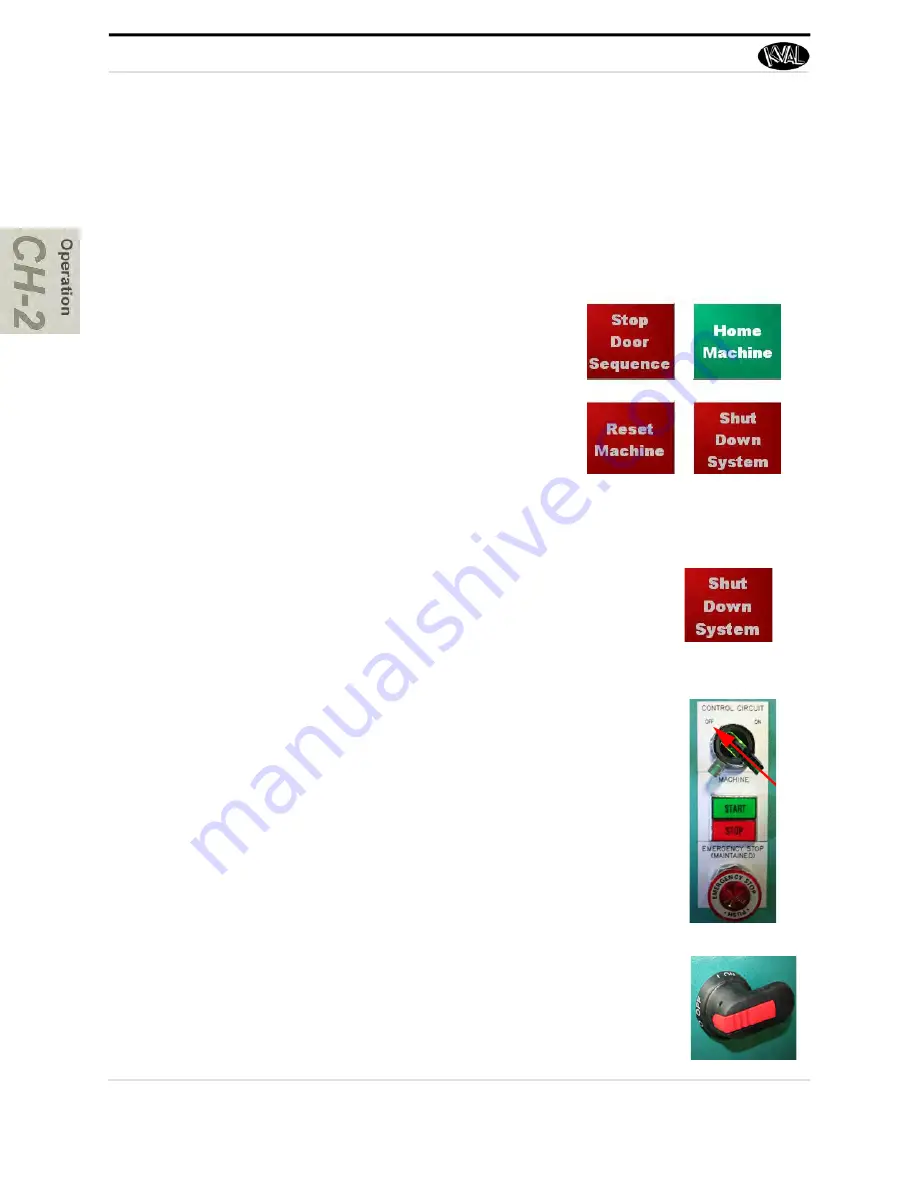
How to Power Down the 994-X
1.
Select
Shut Down System
at the
Main Screen
to close oper
-
ator interface program and shut down the operating sys
-
tem.
Note:
Make sure Windows is shut down completely before
turning off the machine. Hard drive or data may be
damaged if not turned off in this order.
2.
Switch the green
Control Circuit
switch to the OFF posi
-
tion.
3.
KVAL also recommends that you turn the disconnect
switch on the electrical cabinet to OFF; this helps reduce
possible damage resulting from power surges from electri
-
cal storms.
1.
The machine will move to the home position at the
in-feed end of the machine.
2.
The machine will then move to about the middle
of its travel.
The
994-X
is now ready for work.
1
2
3
Summary of Contents for 994-X
Page 4: ...KVAL 994 X Operation Manual ...
Page 82: ...Calibration of the Back Section KVAL 994 X Operation Manual 3 22 ...
Page 124: ...KVAL 994 X Operation Manual 4 42 ...
Page 128: ...Index Kval 994 X ...
Page 129: ......