





























3,000 Cycle Maintenance Steps
KVAL 994-X Operation/Service Manual
5-8
Inspect Limit Switches
Inspect all limit switch arms for tightness or breaks.
Inspect the switch for cracks in the body and check that the
switch arm actuates (clicking sound) when moved to the
extreme.
Note:
Depending on the model of limit switch,
the amount of "pre-travel" (amount of
movement from the arms resting position)
is either 5 or 20 degrees before the limit
switch actuates.
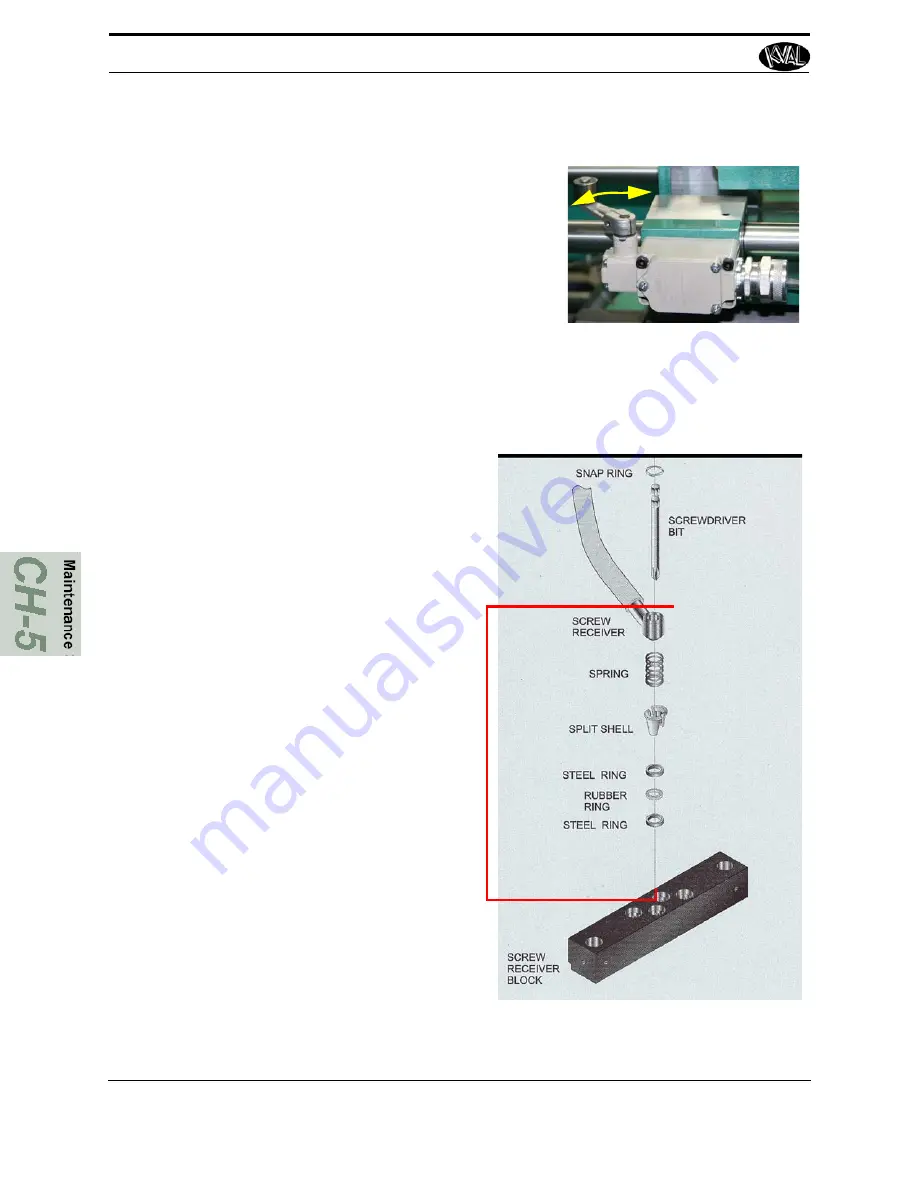
Inspect Screw Receiver Parts
Inspect screw receiver parts on six shooters for
cracks or breaks.
Inspect:
1.
Screw Receiver
2.
Spring
3.
Split Shell
4.
Steel Ring
5.
Rubber Ring
6.
Steel Ring
Replace any parts that are broken.
Summary of Contents for 994-X
Page 4: ...KVAL 994 X Operation Service Manual ...
Page 31: ...Safety Sign Off Sheet 1 21 KVAL 994 X Operation Service Manual ...
Page 32: ...Safety Sign Off Sheet KVAL 994 X Operation Service Manual 1 22 ...
Page 110: ...Calibration of the Back Section KVAL 994 X Operation Service Manual 3 22 ...
Page 114: ...System IT Administration KVAL 994 X Operation Service Manual 4 4 ...
Page 144: ...Collet Torque Values KVAL 994 X Operation Service Manual 5 30 ...
Page 180: ...Symptoms and Possible Causes KVAL 994 X Operation Service Manual 6 36 ...
Page 185: ......
Page 186: ......
Page 187: ......





















































