





























Getting Help from KVAL
1-15
KVAL 990-F4 Operation Manual
Getting Help from KVAL
Before you seek help, first try the troubleshooting procedures. Follow the procedures below.
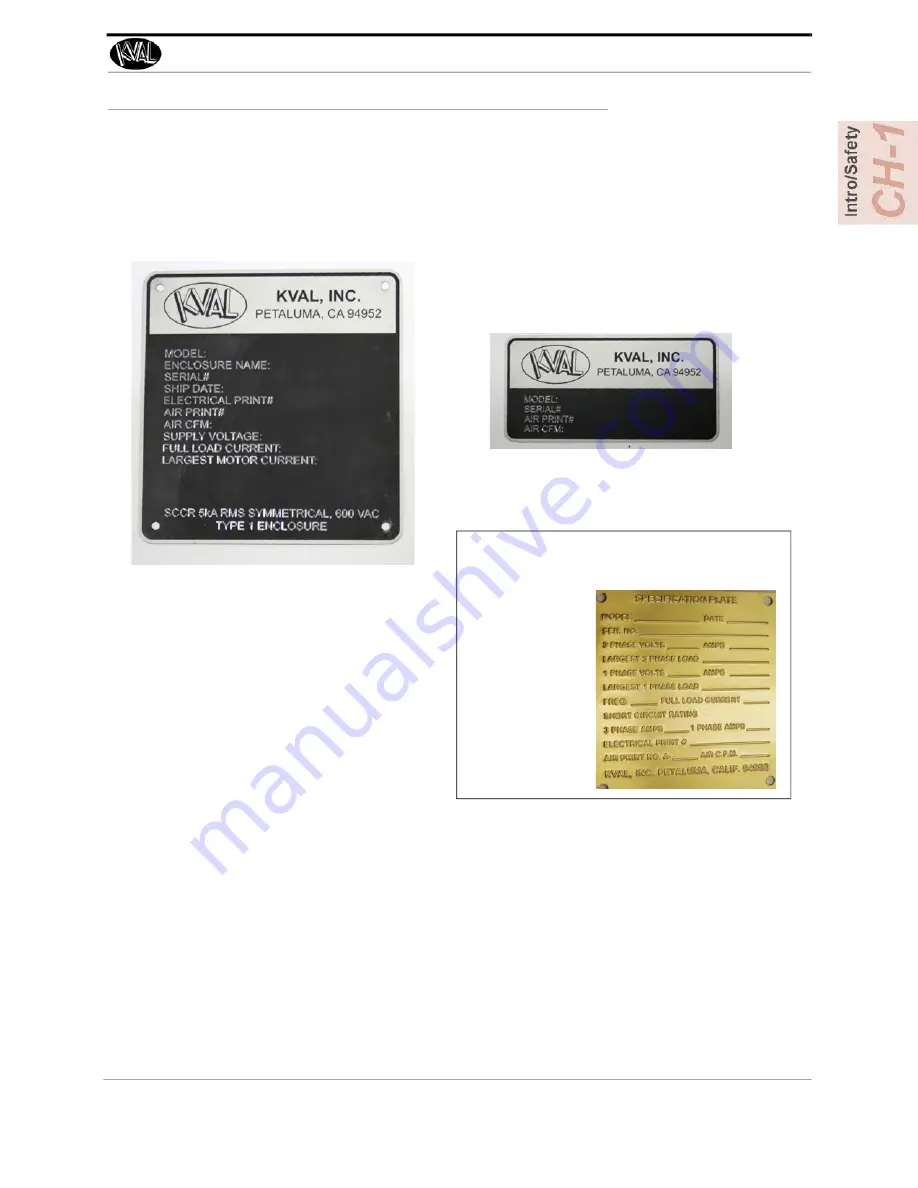
If you are unable to resolve the problem:
1.
Locate the machine’s Specification Plate and record the serial number, 3 phase
volts, electrical print number, and air print number.
2.
Contact our customer support team:
• In the U.S and Canada, call (800) 553-5825 or fax (707) 762-0485
• Outside the U.S. and Canada, call (707) 762-7367 or fax (707) 762-0485
• Email address is [email protected]
• Hours:
6:00 AM to 4:00 PM Pacific Standard Time, Monday through Thursday
6:30 AM to 1:30 PM Pacific Standard Time, Friday
Air Driven Machines
Pre -2019 Machines,
look for the brass plate.







































































